

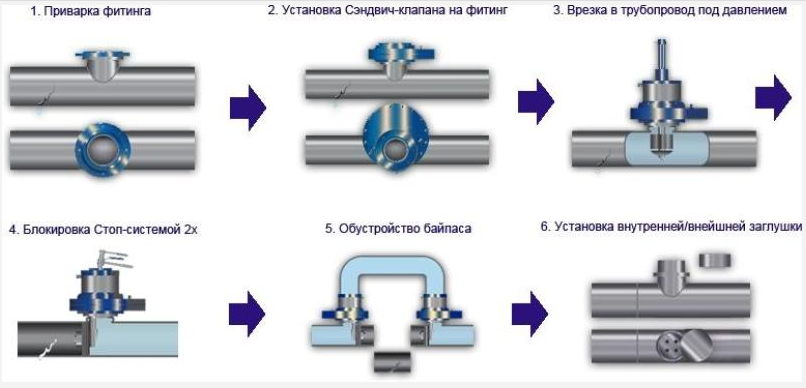
Начальный этап врезки под давлением в газопровод

Подготовительный этап включает не столько работы, сколько сбор документов и получение разрешений. Обычно врезка в действующий магистральный газопровод требуется при возведении нового частного дома.
Собственник подает в Горгаз следующие документы:
- проект системы газоснабжения – утвержденный;
- заявление – документ заверяет глава территориального отделения лично;
- паспорт и идентификационный код владельца постройки;
- разрешение на подключение – выдает отдел планирования архитектурного обустройства;
- техпаспорт на дом – можно подавать копию, подтвержденную нотариусом;
- фотография – снимок делают во время топографической съемки участка, на фото запечатлевают всю инфраструктуру: водопровод, теплосеть, канализацию; снимок заверяют работники газовой службы.
Если постройка еще не завершена, к пакету прилагают архитектурный проект здания и разрешение на его сооружение. Если общая площадь дома превышает 300 м², потребуется тепловой расчет здания, ситуационный план надела в масштабе 1:5000 и согласие соседей по участку на подключение к газопроводу. Последнее нужно, если часть сети придется прокладывать по их территории.
Помимо документов для разрешения на врезку под давлением в магистральный или городской газопровод нужны сведения об устанавливаемых газовых приборах: котле, газовой плите, газовом счетчике, бойлере. Нужно иметь на руках техпаспорта всех изделий, сертификаты, разрешение на их применение (их получают в городским управлении газового хозяйства), договоры на обслуживание и ремонт приборов.
Для горения топлива требуется достаточная подача воздуха и система, позволяющая избавиться от продуктов сгорания: вытяжки, дымоходы, вентканалов. Если постройка готова, собственнику нужно получить акт обследования вентиляционных и дымоходных систем. Если задание строится – проект вентиляции.
Составляющие части фланцевого соединения и стандартизация
Установка фланцевого соединения производится с использованием крепежей и сварки. Соединительный комплект имеет несколько составляющих:
- Фланец – металлическая деталь плоского профиля с симметрично размещенными отверстиями для проведения монтажа.
- Крепежные элементы.
- Прокладки – уплотнения соединения.
Фланцевый крепеж состоит из нескольких элементов – шпилек или болтов, шайб (граверов) и гаек. Крепеж изготавливают из различных материалов и применяются для конкретного типа фланца с учетом диаметра отверстия, выраженного в миллиметрах. Резьбовые соединения имеют нормативные параметры шага резьбы. Метрический тип выражен в миллиметрах, дюймовый определяется в дюймах. Требования к крепежу соединения устанавливаются нормативными документами и государственными стандартами.
При установке фланцев используются крепежные элементы:
- Болты — стержень с нарезанной резьбой на одной части детали и многогранной головкой на другой. Нормативным параметром служит длина болта, определяемая в миллиметрах и метрическая резьба.
- Шпилька – деталь стержневой формы с наличием резьбы с обоих концов. Одно резьбовое соединение устанавливается в основную конструкцию, вторая часть крепится гайкой. В ряде случаев монтаж осуществляется установкой гаек на оба конца шпильки.
- Гайки – многогранник с отверстием и резьбовой насечкой внутри. Применяется для стягивания посредством болта фланцев. Используются одновременно с установкой шайб.
- Шайба – плоская круглая деталь с отверстием, устанавливаемая под гайку. Не позволяет гайке портить покрытие фланца или запорной арматуры, обеспечивает стабильное положений крепежа, исключение перекосов в положении и максимальный прижим. Применяются шайбы прижимного, концевого, стопорного типа.
- Гравер – круглая рассеченная шайба квадратного профиля, изготовленная из закаленной стали. Гравер устанавливается между гайкой и плоской шайбой и предназначен для защиты от раскручивания гайки.
Детали комплекта фланцевого соединения имеют унифицированные параметры, соответствующие государственным и международным стандартам. В нашей стране используется стандартизация ГОСТ, в Европе действует DIN, для ряда стран (Япония, США и другие) применима американская система ANSI/ASME.
Четкая классификация фланцев позволяет использовать элементы соединения в различных странах без дополнительной подгонки параметров. Различия в классификации обозначений в стандартах легко устраняются при использовании таблиц перевода.
Наряду со стандартными изделиями возникает потребность во фланцах, имеющих нестандартные размеры диаметра, мест расположения крепежа. Детали, выполненные по специальным заказам, могут иметь выступы, дополнительные отверстия или пазы. Изделия производятся по индивидуальным заказам и чертежам, позволяющим решать узкие технологические задачи.
Варианты исполнения фланцев
Помимо классификации по материалу изготовления и способу монтажа, фланцы разделяются в зависимости от конструктивного исполнения. ГОСТ №12820 на стальные фланцы определяет 9 вариантов исполнения соединительных элементов:
- исполнение №1 — конструкция оборудована соединительным выступом (фаской) под углом 45 градусов;
- исполнение №2 — с выступом под углом 90;
- исполнение №3 — с выступом на 45 и выборкой (впадиной) на внутренней торцевой части;
- исполнение №4 — с внутренней выборкой и выступом на 90;
- исполнение №5 — с внутренним пазом по всей окружности фланца;
- исполнение №6 — нарезана внутренняя фаска под установку линзовой прокладки (вибровставки);
- исполнение №7 — фаска предназначена под установки прокладки овальной формы;
- исполнение №8 и №9 — аналогичны конфигурации №4 и №5 за исключения наличия фаски под линзовую прокладку.
Варианты исполнения фланцев
В отдельную группу относятся компрессионные фланцы, предназначенные для соединения стальных и пластиковых труб. Компрессионные конструкции состоят из двух частей — фланцевой пластины и выходящей из нее цанговой муфты под ПЭ трубу. Компрессионные фланцы предназначены для систем с давлением до 10 МПа. Также существуют компрессионные адаптеры, посредством которых выполняется переход из пластиковой трубы на металлическую арматуру.
Вибровставка, она же вставка фланцевая, используется для снижения уровня шума и вибрации, возникающих в процессе эксплуатации трубопровода. Вибровставки выполняются из термически устойчивой резины, имеющей кордовое основание, за счет которого прокладка получает дополнительную жесткость и устойчивость к деформациям.
Вибровставки производятся в диапазоне диаметров 25-800 мм. Они могут устанавливаться на трубопроводы водоснабжения, подачи воздуха, парообразных веществ и других химически нейтральных жидкостей. Вибровставки диаметром 25-200 мм выдерживают давление до 16 МПа, 250-600 мм — до 10 МПа. Рабочая температура резиновой вибровставки до +110 градусов. Такие компенсаторы не повреждаются при линейном удлинении труб, они способны сжиматься и растягиваться на 12-20 мм, в зависимости от размера вибровставки.
Конструктивные особенности фланцевого крепежа
Фланцевый крепеж, помимо самой соединительной пластины, состоит из 3-ех элементов:
- болта либо шпильки;
- гайки;
- шайбы.
Согласно положениям ГОСТ №12816, использовать болты можно на трубопроводах с давлением рабочей среды до 25 МПа, если давление в системе превышает данную величину, должна применяться монтажная шпилька (стальной стержень с резьбой но обеих концах), которая обеспечивает большую прочность стыка. В трубопроводах высокого давления (от 100 МПа) используется шпилька из 35-ой стали, при давлении до 100 МПа — шпилька из стали 20Х.
Шайбы для фланцевых соединений представляют собой стальную пластину, подкладываемую под гайку либо шапку болта с целью увеличения ее опорной площади. Для крепежа фланцев допускается применять болты, шпильки и шайбы классов прочности 8.8, 6.6 и 5.6.
Защитный кожух из листовой стали
На фланцы, установленные на трубопроводах перекачивающих агрессивные жидкости, в обязательном порядке монтируется защитный кожух (КЗХ). Кожух представляет собой чехол из гидфровобного текстиля, листовой стали либо полимерных материалов, который предотвращает расплескивание рабочей среды при потере соединением герметичности.
Защитный кожух выпускается в диаметре 15-1200 мм, наиболее распространенные кожухи из фторопласта могут эксплуатироваться при температуре от -200 до +230 градусов.
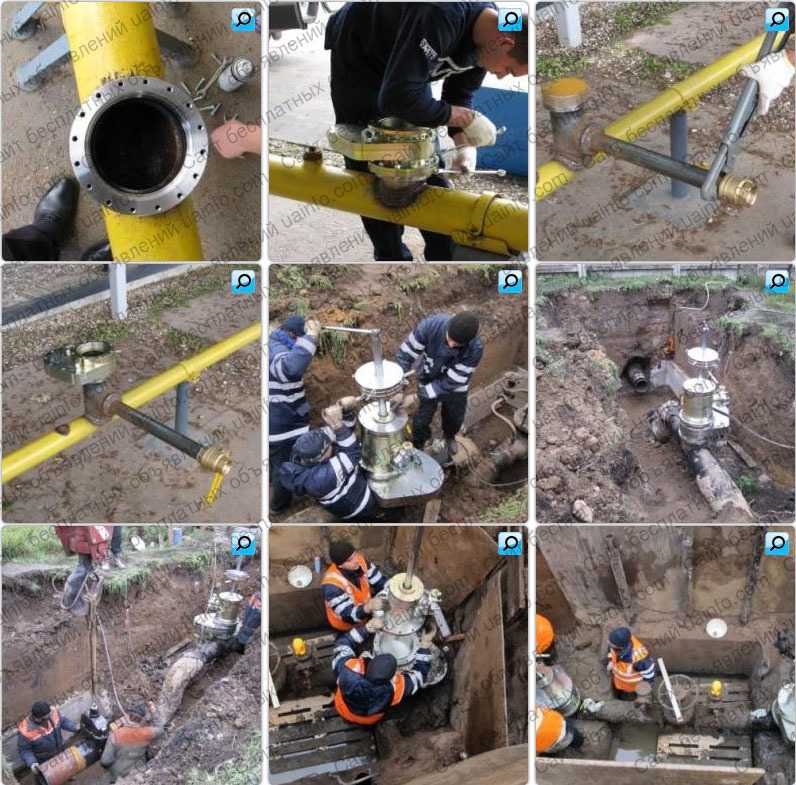
Обеспечение безопасности
Следующий этап выполняется силами приглашенной бригады. Прежде чем подключаться к газопроводу, нужно:
- составить схему углов подключения;
- выбрать способ врезки, рассчитать порядок и метод снижения давления, определить способы поддержки показателя на нужном уровне;
- рассчитать и отобрать нужное количество материалов, инструментов, спасательных и защитных средств;
- закрыть краны, задвижки, пробки на подключаемой трубе;
- запастись требуемым количеством воды, чтобы предупредить возгорание или пожар.
Перед врезкой выполняют контрольное тестирование труб, подключаемой системы и выводов воздуха.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.








Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Приварка — фланец — Большая Энциклопедия Нефти и Газа, статья, страница 4
Приварка — фланец
Какие применяются способы приварки фланцев к трубам.
Выверка — правильности приварки фланца ведется при прихватке угольником 90 или специальными угольниками-шаблонами.
Фланцевое соединение с приваркой фланца к кольцу, наклеенному на трубу; кольцо надевают в горячем состоянии на трубу, предварительно промазанную клеем. Состав клеев приведен ниже.
Помимо специализированных станков для приварки фланцев к патрубкам, применяют манипуляторы различных конструкций, предназначенные для сварки узлов трубопроводов. На рис. 96 показана конструкция универсального манипулятора Т-25, позволяющего выполнять автоматическую и полуавтоматическую сварку труб, приварку отводов, фланцев, заглушек, патрубков, сварку секционных отводов диаметром от 150 до 600 мм.
Если пайка труб и приварка фланцев медно-цинковым припоем или медью производится на горне, последний должен быть оборудован вытяжной вентиляцией.
Внутренняя поверхность грундбуксы после приварки фланца и упорного кольца протачивается на токарном станке, производится также обточка наружной и внутренней поверхности кольца и фланца грундбуксы.
Держатели ДШ-16 служат для приварки фланцев к трубам диаметром 32 — 76 мм, а ДШ-17 — к трубам диаметром 76 — 160 мм.
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 — 40, причем толщина не скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 — 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения.
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг.
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится встык. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 — 40, причем толщина на скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживают одинаковым по всей окружности и он должен быть 1 — 1 5 мм ( рис. XIII. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то исправлять этот дефект нагревом и вытяжкой одного из концов труб, либо вытягиванием всего трубопровода запрещается. В этом случае один из концов труб обрезают и в трубопровод вваривают вставку, длина которой должна быть не менее 100 мм для труб диаметром до 150 и 200 мм — при большем диаметре.
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм сре-ают фаски под углом 30 — 40, причем толщина не скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 — 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, тс это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения.
Контроль сварных швов осуществляется после приварки фланцев, штуцеров, люков, укрепляющих колец и других деталей к корпусу аппарата при помощи ультразвукового дефектоскопа УДМ-1М и просвечиванием в специальной рентгенокамере. Аппараты закатываются в камеру на тележке — кантователе.
На рис. 190 изображены способы приварки фланцев к трубам. Недостаток конструкции 1 состоит в том, что фланец не зафиксирован в радиальном направлении.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца.
Страницы: 1 2 3 4 5
Основы технического обслуживания разгонщиков
Как правило, к такому оборудования следует относиться очень бережно, как и к любому другому. Однако, существует несколько правил, которые потребуется выполнять постоянно для поддержания аппарата в исправном состоянии:
- Изделие никогда не должно храниться в грязном виде – после каждого рабочего процесса оно должно подвергаться полной чистке;
- В целях избегания риска возникновения травмоопасных ситуаций при работе с прибором, необходимо тщательно следить за качеством его шарнирных сочленений;
- Все поверхности аппарата, которые участвуют при работе в процессе трения, должны постоянно смазываться особой консистентной смазкой.
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Пропускная способность газопровода

Перед врезкой в газопровод нужно рассчитать пропускную способность магистрали и давление в ней
При врезке в городской газопровод выполняют предварительную работу – расчет пропускной способности. При этом принципиальное значение имеет назначение газопровода. Для бытовых нужд обустраивают простую систему с низким давлением. В таких условиях расчеты выполняют по самым простым формулам, с учетом только диаметра трубы и среднего значения давления в сети.
Qmax = 0.67 Ду² * p, где
- Qmax – пропускная способность;
- Ду – условный проход трубы – внутренний диаметр, указываемый в документах;
- p – сумма рабочего давления в газопроводе и 0,1 МПа.
При расчетах используют средние величины – скачки давления, величину силы трения, возникающего при перемещении, не учитывают.
Если подключение производится к магистралям с более высоким давлением, нужно учитывать и другие параметры. Используется формула Qмакс =196,386×Д²×P/Z×Т, где:
- Qмакс – максимальная пропускная способность;
- Д – внутренний диаметр газопровода;
- P –сумма рабочего давления и 0,1 МПа;
- Z – коэффициент сжимаемости газа;
- Т – температура подаваемого газа в Кельвинах.
Отсюда хороша заметна зависимость пропускной способности от температуры. Чтобы увеличить этот параметр, нужно поддерживать стабильную температуру подаваемого топлива и утеплять газопровод.
Из полипропилена
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.









Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Правила проведения работ по врезке в газовую трубу

При подключении к газопроводу под любым давлением строго выполняют следующие правила техники безопасности:
- Врезку в газовую трубу под высоким или низким давлением осуществляют только работники соответствующей организации и только при наличии сертификата, подтверждающего квалификацию. Это очень опасные работы.
- Подсоединение к сети с низким давлением осуществляют при показателях не выше 20–80 мм рт.ст. Чтобы сделать то же самое при высоком или среднем давлении, необходимо предварительно снизить величину до приемлемой. Используют отключающие устройства, в тупиковых газопроводах монтируют байпас.
- Если уменьшить давление нельзя, используют специализированное оборудование. Такие работы намного сложнее и дороже.
- При сварочных работах или резке газом нужно поддерживать давление на рабочем участке в пределах от 40 до 150 кг/см.
При точном соблюдении ТБ вероятность несчастных случаев и нештатных ситуаций снижается до минимума.
Из полиэтилена
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
Рассмотрим правила монтажа фланцевых соединений
- При монтаже фланцевых соединений устраняют все перекосы, удаляют лишние зазоры.
- Прихватывают фланцы точечной сваркой.
- Отверстия для шпилек или болтов размещают напротив друг друга.
- Если трубопровод используется при высокой температуре, то резьбу на шпильках или болтах необходимо прографитить, чтобы не допустить их «схватывания» с гайками при эксплуатировании.
- Подбираем необходимые прокладки правильной формы и размеров по ГОСТу.
- При установке фланцев гайки должны быть с одной стороны, а болты с другой.
- Гайки затягиваются поочередно по диагонали (крест-накрест), чтобы обеспечить параллельность поверхностей уплотнения.
- В трубопроводах с агрессивными субстратами на фланцевые узлы устанавливают защитные кожухи.
Технологические способы при сварке достаточно схожи, единственное, они могут различаться в зависимости от крепления патрубка.
Также не стоит забывать, что сложность работы зависит от изначально намеченного чертежа, а также чтобы крепление соответствовало правилам монтажа фланцевых соединений.
Имейте в виду, что зачастую после работы над фланцевым соединением оставляют небольшой зазор. В случае, когда в люфте нет необходимости, применяется метод сварки, именуемой «сварка в лодочку». Также используют метод сварки под названием «угловая сварка». Этот метод находит применение при сварке в местах люфта в 4-5 мм.
Приварка фланца к трубе происходит с каждой из сторон. Вначале снаружи, после, для более плотного шва — изнутри. Такой метод сварки чаще всего используют для плоских фланцевых деталей.
Также используется метод по сварке одной стороны — внешней. Но он применим в основном для воротникового фланца, когда необходимо приварить фланец встык.
Качество сварных соединений
Важно не только знать, как правильно приварить фланец к трубе, но и суметь проверить герметичность полученного соединения. Качество сварных стыков контролируют с помощью:
- ультразвукового метода. Технология позволяет проверить рубец на трещины, наличие наплывов, шлаковых включений;
- радиографического метода неразрушающего контроля.
Стандартный внешний осмотр также позволяет оценить качество шва. Проверяющие должны удостовериться, что отсутствуют видимые дефекты: прожоги, большие кратеры, трещины, поры и др.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.
Доставка
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.
Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
- Продукция
- Отводы
- Тройники
- Переходы
- Обечайка
- Фланцы
- Заглушки
- Днища
- Свайнаяпродукция
- Трубный металлопрокат
- Задвижки
- Затворы
- Вентили
- Краны
- Крепеж
- Фильтры
- Газовое оборудование
- Электроприводы
- Грязевики и фильтры подогреватели
- Компенсаторы
2009-2021, Все права защищены. ООО ПКФ «АрмаПром»
Сварка фланцев
#2 Maler
Уважаемый Evgen ,я конечно делетант в сварке,но мягко выражаясь в котельной меня надрюкали )))(после пары случаев когда шов между фланцем и трубой сифонил, был случай когда просто лопнул шов)) ),завтра вечером выложу фото того как теперь свариваю их.
подобрав ток,стараюсь держать угол 45 градусов,если же труба тонкостенная,то основной метал шва забираю с фланца,электрод веду на себя. в общем завтра скину фото,прокритекуете)
#9 Maler
я тут на работе решил изготовить приспособу,для быстрой и удобной сварки фланцев,подскажите стоит или нет?
суть такова:берем болванку(из которой высверливают фланцы),делаем на ней отверстия под болты ,так что бы можно было крепить фланцы от самого маленького диаметра до довольно большого. на нижнюю часть привариваем небольшую катушку.далее вот думаю как лучше сделать. может эту катушку вварить во внутреннее отверстие подшипника, а внешнюю часть закрепить на какой нибудь платформе верстака. чтоб наша фланцевая болванка свободно вращалась по оси. очень облегчает сварку без отрыва электрода)))хотя может мужики и правы говоря что «лень- двигатель прогресса» ))






источник
Из металла
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют
Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.