
Сгибание труб без трубогиба
Если требуется разовое использование трубогиба, можно сэкономить на его приобретении, воспользовавшись одним из предложенных способов.
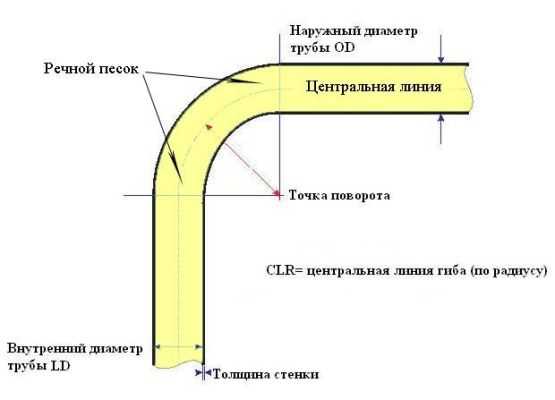
Горячий метод с песком
Наиболее эффективное решение для гибки конструкций в домашней мастерской и на открытых площадках:
- Потребуется чистый сухой песок, пробки из дерева, костер и кувалда.
- Деревянные пробки забивают с обеих сторон наполненной песком трубы.
- Место изгиба подвергается нагреву для придания пластичности.
- Сгиб можно производить о дерево заданного сечения, удерживая края конструкции.
- Для обеспечения плавного дугового сгиба, требуется вставить только 1 пробку (ее изготавливают из имеющихся в хозяйстве пиломатериалов). Разогретую трубу размещают на зафиксированном стальном штыре и сгибают.
- После извлечения пробок, песок высыпают.
Возможность деформации металла путем нагрева приводит к утере прочности в местах сгиба.
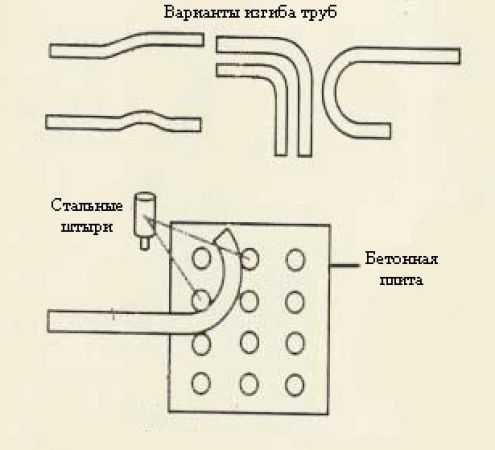
Сгиб по шаблону из штырей
Принцип методики заключается в следующем:
- На твердом покрытии (бетонные плиты, стены из кирпича) просверливают зазоры для вставки штырей.
- Отверстия делают через 250 -300 мм (исходя от радиуса сгиба), в результате они образуют дугу — шаблон.
- В каждый зазор вставляют штырь или часть арматуры, не менее 4-х штук, что гарантирует заданную жесткость крепления труб.
- К покрытию прикладывают трубу и сгибают контуру, заданному штырями.
- Если трубный элемент имеет короткую длину, его окончание доращивают посредством рычага, вставляя штырь во внутреннюю часть сгибаемой конструкции или наоборот ее в трубный элемент с большим диаметром.
- Изгиб производится медленно и аккуратно, избегая изломов.
К негативным сторонам методики относится возможность изгиба труб сечением до 20 мм.
Сварка и электроболгарка
Этот вариант требует подготовки болгарки, сварки и немного времени:
- Рассчитывается радиус сгиба труб.
- На всем отрезке сгибаемой части с шагом в 10 см болгаркой делают пропилы с трех сторон, в поперечном направлении.
- Обеспечивается изгиб по заданной окружности.
- Все пропилы сваривают, защищают и шлифуют.
Отрицательными моментами выступает невозможность использования конструкций на участках с высокими требованиями к прочности. Полученные изделия применяются только для создания декораций.
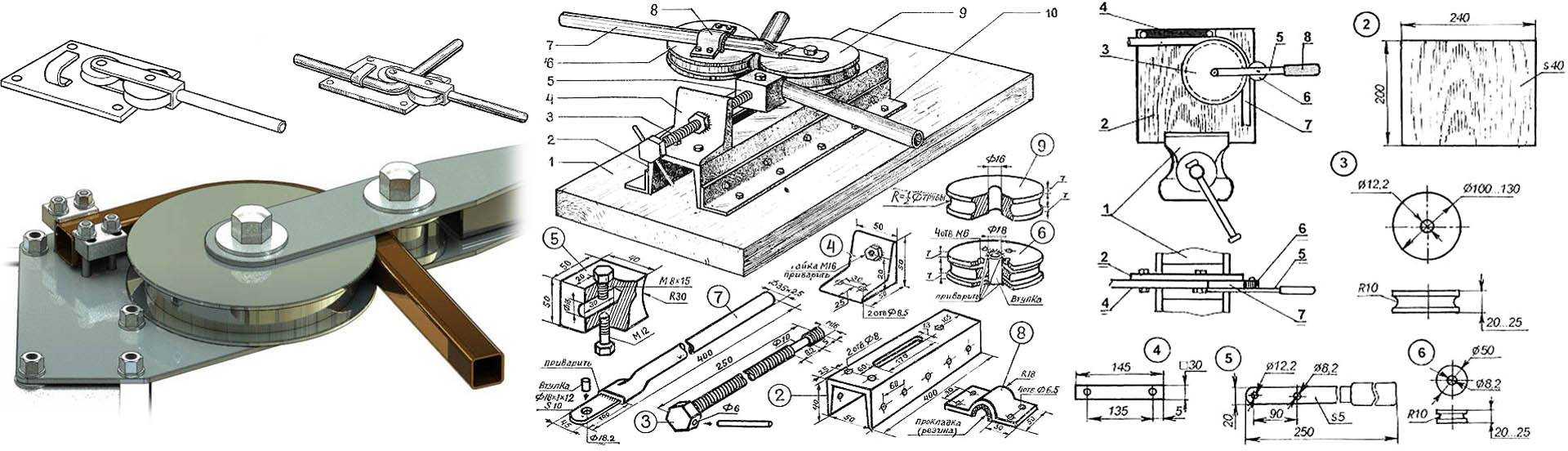
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления. Если каких-то деталей вам не удастся найти у себя в хозяйстве их всегда можно купить в магазине, в итоге самодельный трубогиб выйдет все-равно дешевле заводского.
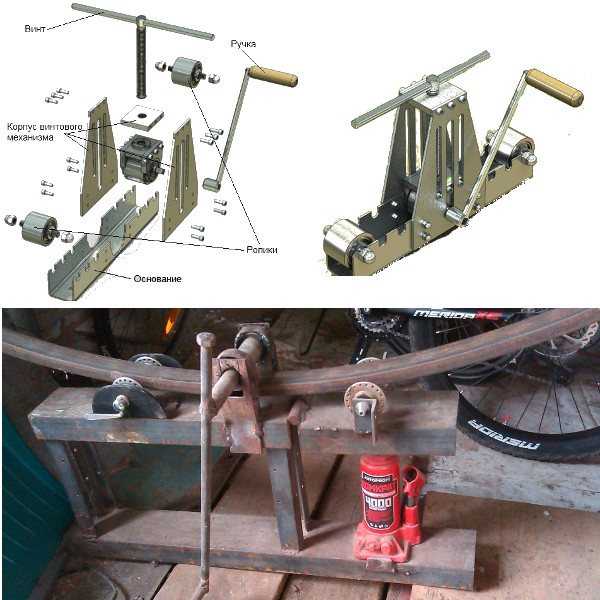
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
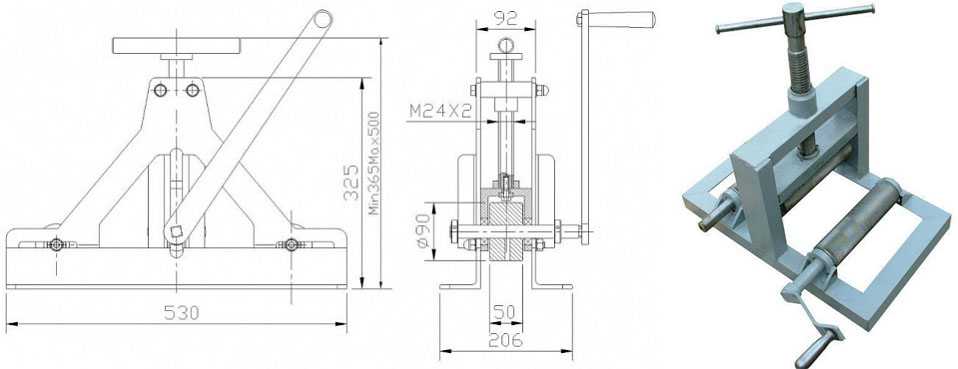
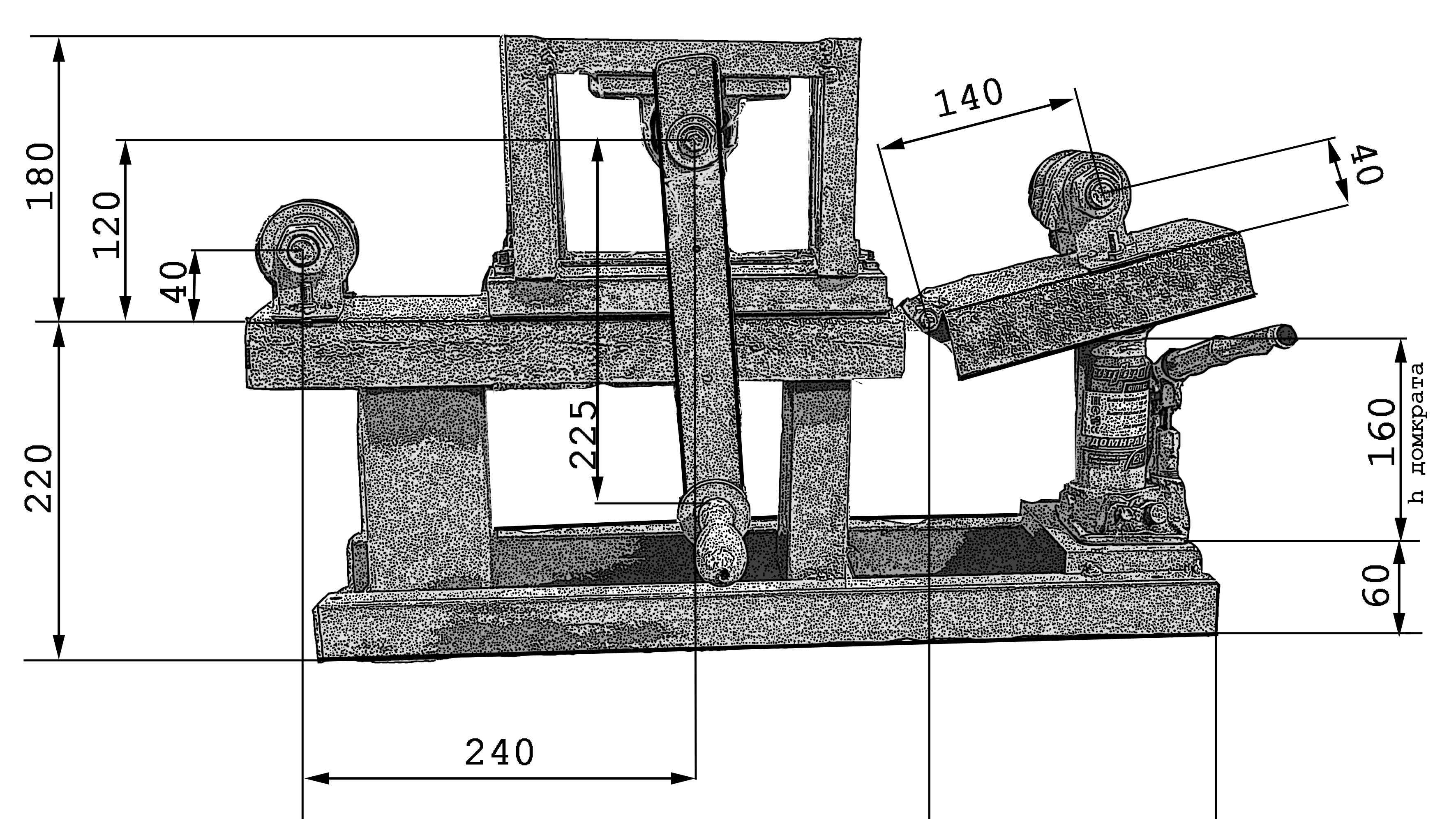
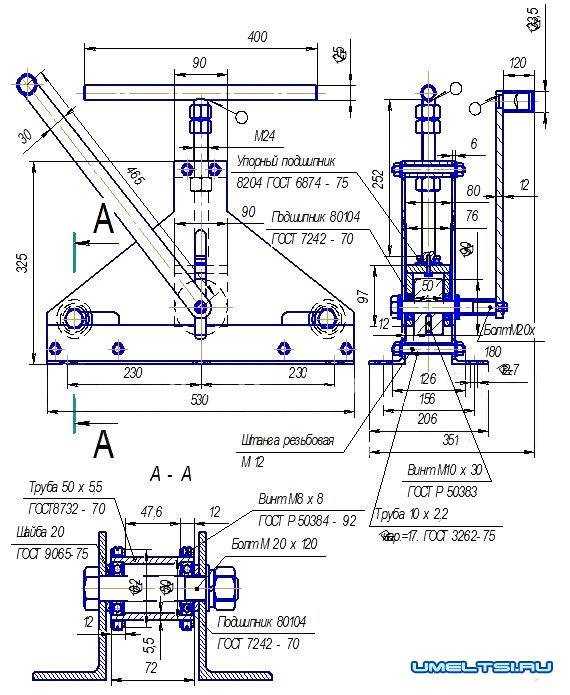
Габариты и размеры станка
Для чего необходим профилегиб?
Сделать профилегиб своими руками совсем несложно, а применять его еще проще. Как следует из его названия, он необходим для придания изогнутой формы металлическим профилям различного сечения. При помощи профилегиба можно выполнять следующие технологические операции:
- сгибание заготовок с цельным профилем квадратного или прямоугольного сечения;
- гибка различных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, изготовленным из различных металлов;
- выполнение гибки металлических прутков различного сечения.
Самодельный профилегиб с гидравлическим домкратом
Конструкция профилегибов разработана таким образом, что их рабочие органы – ролики – могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей ее длине. Благодаря особенностям своего устройства, профилегибочные станки эффективно выполняют гибку металлических профилей без их предварительного нагрева и позволяют получать контуры с различными углами изгиба – вплоть до 360°.
Профилегиб дает возможность получать металлические контуры с различающимися или одинаковыми углами изгиба, симметричной или ассиметричной конфигурации. Сделать изгиб металлической заготовки в горизонтальной или вертикальной плоскости с помощью такого приспособления можно за один прокат через его ролики.
Профилегиб позволяет получать гнутые металлические изделия следующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из металлических профилей или труб;
- окружности различного диаметра.
Как электрические, так и ручные профилегибы активно используются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, строительной и многих других отраслей промышленности. Широкое применение нашли такие приспособления и в небольших частных мастерских.
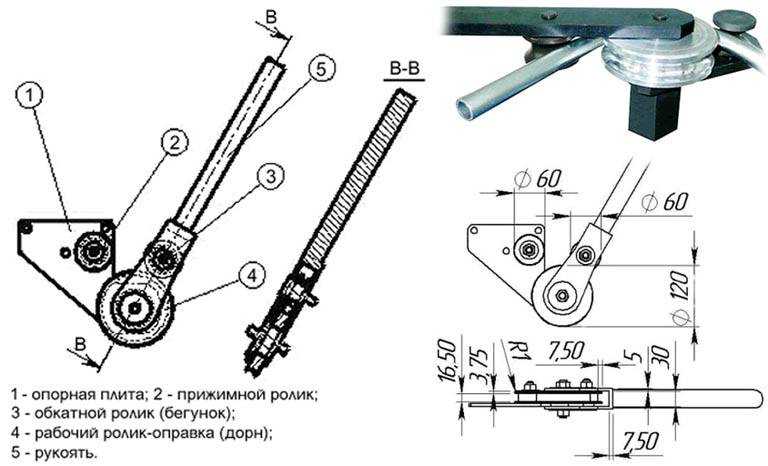
Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.
Как собрать ролики для трубогиба
У самодельного станка будет 3 пары роликов: центральная и две боковых. Чтобы вставить подшипник в приготовленные металлические кольца, придётся надрезать и немного разогнуть трубу, а потом плотно забить в него деталь
 ФОТО: YouTube.comПосле того как подшипник надёжно встал на место, прорезь в кольце нужно заварить и зачистить поверхность
ФОТО: YouTube.comПосле того как подшипник надёжно встал на место, прорезь в кольце нужно заварить и зачистить поверхность
 ФОТО: YouTube.comДля центральной пары роликов два уголка по 15-20 см (ширина швеллера) нужно соединить сваркой так, чтобы получился п-образный каркас
ФОТО: YouTube.comДля центральной пары роликов два уголка по 15-20 см (ширина швеллера) нужно соединить сваркой так, чтобы получился п-образный каркас ФОТО: YouTube.comДля роликов, которые будут находиться по краям станка, сваривается основа из одного длинного уголка и двух коротких, как показано на фото
ФОТО: YouTube.comДля роликов, которые будут находиться по краям станка, сваривается основа из одного длинного уголка и двух коротких, как показано на фото ФОТО: YouTube.comДальше всё просто: металлические кольца с подшипниками привариваются по краям каркаса так, чтобы получилось три пары, в которых штоки амортизатора будут вставляться в подшипники
ФОТО: YouTube.comДальше всё просто: металлические кольца с подшипниками привариваются по краям каркаса так, чтобы получилось три пары, в которых штоки амортизатора будут вставляться в подшипники ФОТО: YouTube.comДля фиксации штока внутри подшипника с одной его стороны приваривается широкое кольцо или шайба, а с другой – гайка
ФОТО: YouTube.comДля фиксации штока внутри подшипника с одной его стороны приваривается широкое кольцо или шайба, а с другой – гайка ФОТО: YouTube.comВ каркасе боковых роликов нужно сделать по 2 отверстия, в которые будут вставляться болты для фиксации роликов на швеллере
ФОТО: YouTube.comВ каркасе боковых роликов нужно сделать по 2 отверстия, в которые будут вставляться болты для фиксации роликов на швеллере ФОТО: YouTube.comРовно на том же расстоянии нужно сделать и отверстия в швеллере под крепёжные болты
ФОТО: YouTube.comРовно на том же расстоянии нужно сделать и отверстия в швеллере под крепёжные болты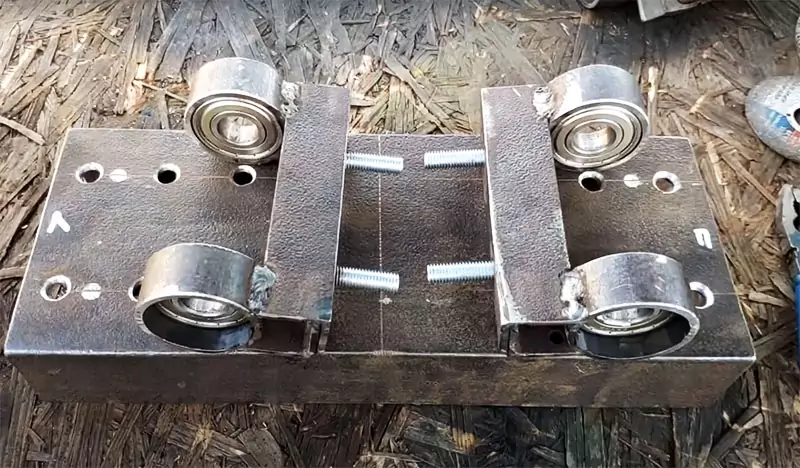 ФОТО: YouTube.comЧтобы работать с профилем разного размера, в швеллере нужно сделать несколько рядов таких отверстий, и тогда вы можете передвигать крайние ролики в нужное положение
ФОТО: YouTube.comЧтобы работать с профилем разного размера, в швеллере нужно сделать несколько рядов таких отверстий, и тогда вы можете передвигать крайние ролики в нужное положение
Простой самодельный ручной трубогиб
На деревянном плоском покрытии крепится шаблон, представленный в виде доски, округленной по требуемому диаметру сгиба труб. Толщина дощечки на 1-1,5 см преувеличивает сечение изделия.
Один конец трубы зажимается тисками. В начале взаимодействия трубного элемента с округлением шаблона на основании ставится упор. Он создается из дерева толщиной, преувеличивающий сечение трубы. Фиксация упора образует промежуток между ним и шаблоном, равный сечению трубного элемента.






Сгибаемую заготовку пропускают через свободное пространство между упором и шаблоном. Втору часть изделия вручную изгибают по округлению шаблона. При изгибе следует контролировать соскальзывание шаблона.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
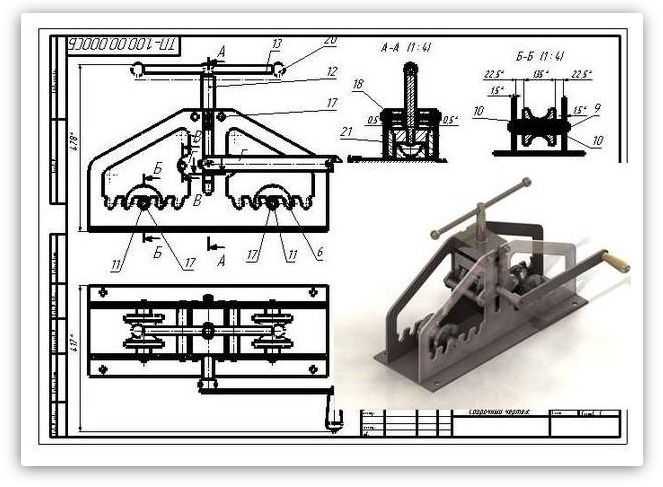
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:
картинка взята из свободного доступа на Яндекс.Картинки
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
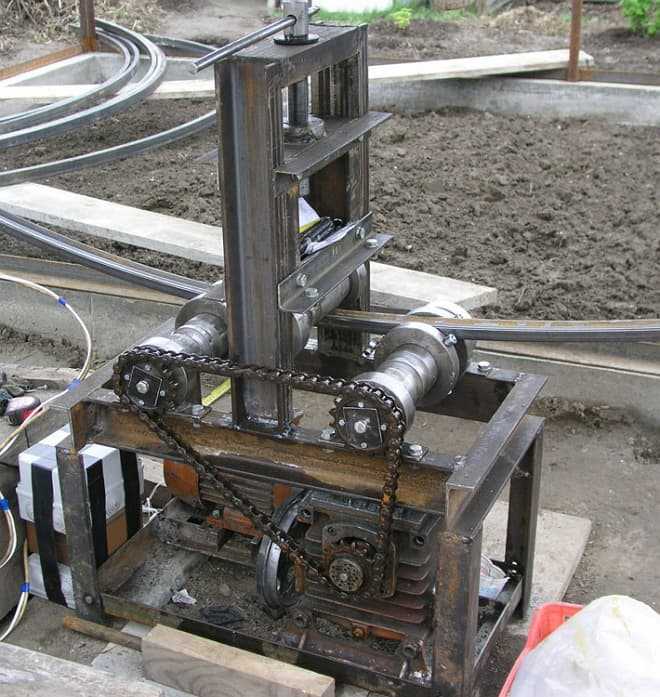
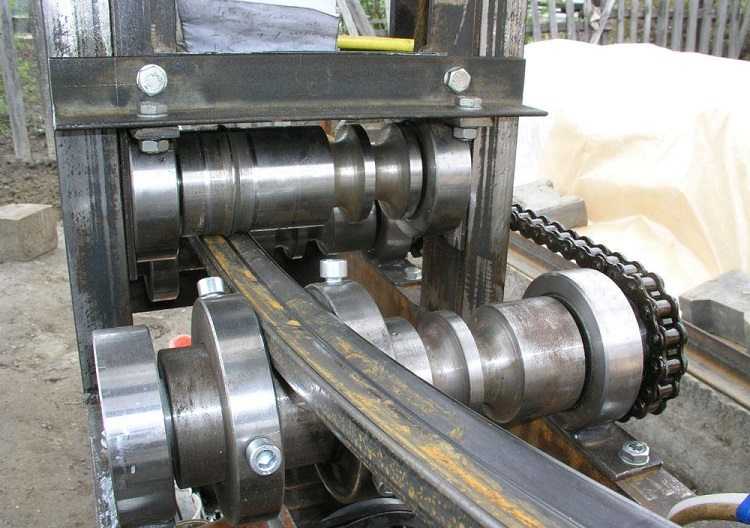
Как собран мой станок, прекрасно видно на фотографиях:
Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.
Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru
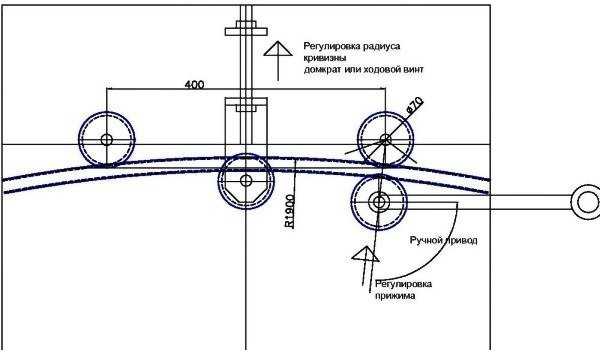
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.
Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.
Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Регулируемый опорный каток
Следующий вариант отличается по принципу действия, но задачи выполняет те же самые. Причем профиль гнется такой же толщины, как и в предыдущей конструкции.

Не удалось найти упорного винта подходящей мощности. В результате родилась идея, как сделать профилегиб с подвижным опорным катком.
В качестве роликов используются пальцы подходящего диаметра. Можно подобрать на любой автобазе изношенные поршневые. Опорные подшипники также не являются проблемой, найти их можно в старом цеху любого предприятия.
В данной конструкции нет отдельного крепления для подшипников, они напрямую приварены с помощью уголков прямо к станине. Ручка выполнена из шатуна. На оси опорного катка сточена лыска, в качестве фиксатора используется обыкновенный винт.
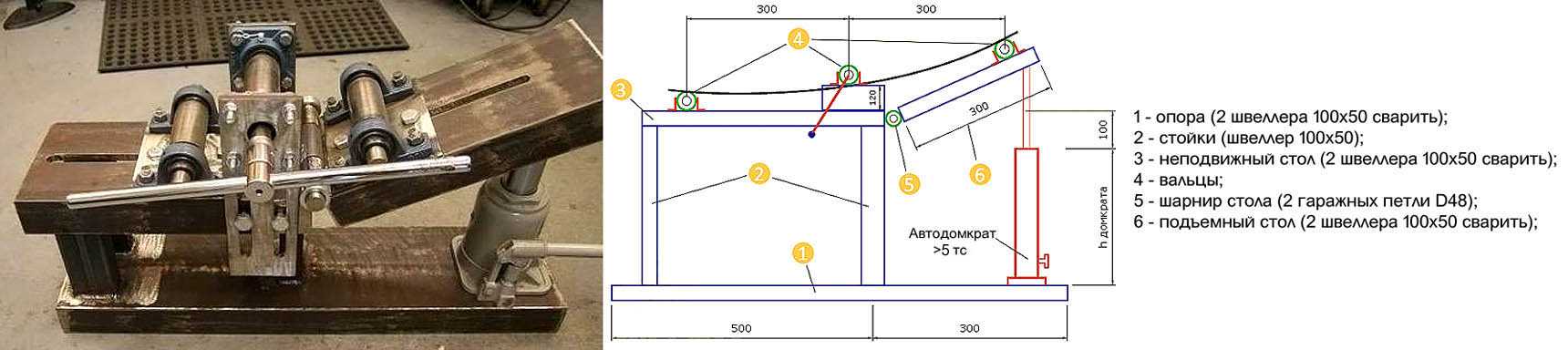




Профиль протягивается при помощи верхнего прижимного ролика. Изюминкой конструкции является подъемный опорный каток. Плечо шарнирно соединено со станиной, в качестве привода использован гидравлический автомобильный домкрат. Постепенно поднимая шток, уменьшаем радиус изгиба профтрубы.

Конструкция настолько проста, что говорить о надежности нет смысла. В приспособлении практически нечему ломаться. Такие самодельные станки по много лет служат как в личном пользовании, так и в небольших металлообрабатывающих мастерских.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Виды трубогибов для профильных труб
Основным фактором, по которому классифицируются трубогибы, является привод устройства, в зависимости от чего выделяют три категории устройств:
- Гидравлические.
- Электрические.
- Ручные.
Между этими устройствами есть немало различий – разная комплектация, принцип работы и стоимость оборудования. Стоит рассмотреть их детальнее, чтобы разобраться в этих отличиях.
Приспособления с электрическим приводом относятся к категории самых дорогих, но высокая стоимость вполне оправдана (подробнее: «Преимущества и недостатки электрических трубогибов, правила использования»). Технические характеристики таких устройств, среди которых большая мощность, точная настройка угла изгиба трубы и удобное управление, находятся на самом высоком уровне. Как правило, таким инструментом пользуются профессиональные монтажники.
У гидравлических приспособлений есть немало достоинств:
- Высокий темп работы. Благодаря высокой и стабильной мощности гидравлический трубогиб способен обрабатывать трубы гораздо быстрее устройств с ручным приводом.
- Высокая точность обработки. В отличие от ручных приспособлений, гидравлические устройства позволяют изгибать трубу с точностью до 1 градуса.
- Простота эксплуатации и обслуживания. Рассматриваемый вид устройств очень удобен в использовании и не требует особого обслуживания. Даже в случае выхода приспособления из строя можно самостоятельно провести его ремонт. Кроме того, для работы не придется прикладывать массу усилий, которые просто необходимы при обработке ручными трубогибами.
- Небольшой вес и компактность. При необходимости любой гидравлический трубогиб можно перенести с места на место без особых затруднений.
- Универсальность. В отличие от ручных устройств, имеющих ряд неприятных ограничений, гидравлические трубогибы позволяют работать даже со стальными изделиями среднего диаметра.
Помимо уже описанных выше видов трубогибов, существуют еще и ручные приспособления, которые отличаются самой низкой стоимостью и простотой конструкции. Трубогиб для профильной трубы с ручным приводом достаточно мобилен и прост в эксплуатации. Также стоит отметить, что при желании сделать трубогиб своими руками большинство пользователей останавливаются именно на этом варианте.
Впрочем, за небольшую стоимость приходится платить другими качествами. Во-первых, ручные приспособления плохо подходят для больших объемов работ из-за сложностей с длительным использованием устройства. Во-вторых, принцип действия таких устройств прост, но работать с ними тяжело – приходится прикладывать слишком много усилий для качественного изгиба трубы. В-третьих, ручные трубогибы подходят только для обработки пластиковых и алюминиевых труб. При большом желании можно обработать также стальные изделия, но только если их диаметр невелик.
Кроме классификации по типу привода, трубогибы делятся по способу изгибания трубы, в зависимости от чего выделяют три вида устройств:
- Арбалетные, в которых изгиб трубы осуществляется за счет специальной формы;
- Пружинные ручные, осуществляющие изгибание трубы за счет усилия, выданного пружинами;
- Сегментные, имеющие конструкцию из плотного материала с установленными дорнами, вокруг которой и происходит загиб трубы.
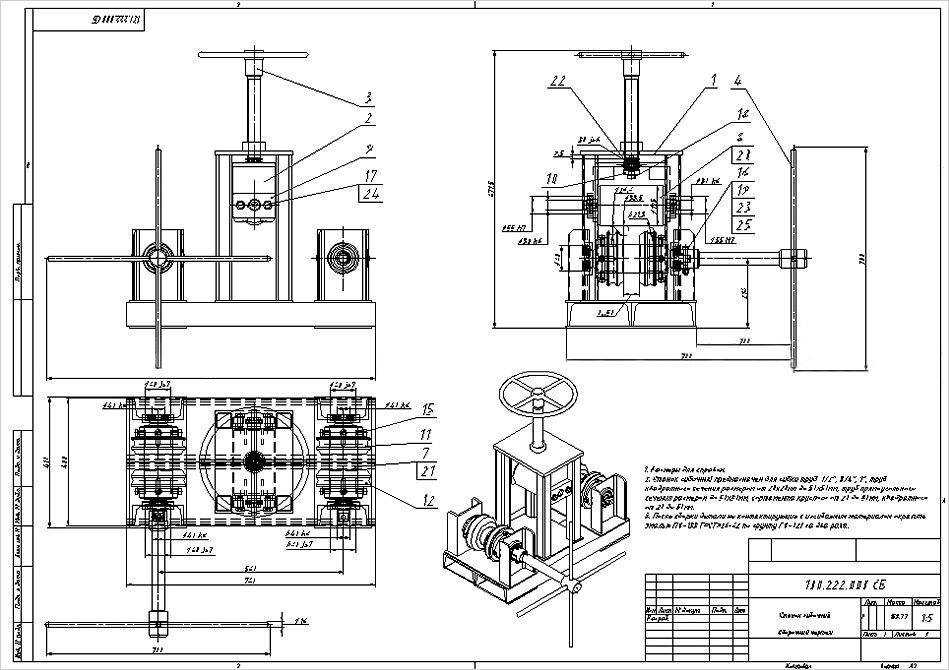
Прокатный станок для гибки труб своими силами
Станок для гибки разных профильных труб – довольно сложный аппарат. Изготовление такой машины потребует большого внимания и хороших навыков. Лучше, конечно, приобрести уже готовый товар, однако, если вы уверены в своих силах, то можно сделать подобный трубогиб своими руками.
Прокатные станки отличаются сложной конструкцией, но они незаменимы при больших объемах работ
Для начала нужно обзавестись всем необходимым, а именно:
- бетонная плита;
- колесики;
- лебедка;
- двигатель;
- домкрат;
- металлическая перемычка;
- мотор-редуктор.
Сначала готовится основание, выполненное из металлических деталей с помощью сварочного аппарата. После на нее устанавливаются 4 опорных элемента. Теперь можно проделывать отверстия для регулировки радиуса сгиба.
Затем монтируется домкрат. Для этого применяют болты и пластины.
Теперь устанавливаем остальные детали: лебедку и ролики ( как в более простой конструкции, рассмотренной выше), двигатель и редуктор, а также перемычку.
После этого остался последний этап — изготовление так называемого грибка. Для этого можно прибрести в любом строительном магазине трубу, изогнутую на 90 градусов. Устанавливается такая деталь сверху корпуса аппарата.
При необходимости станок для гибки профильных (квадратных, прямоугольных) труб можно сделать самостоятельно. Сложность конструкции и затраты на комплектующие к нему будут зависеть от назначения аппарата и его частоты его использования
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
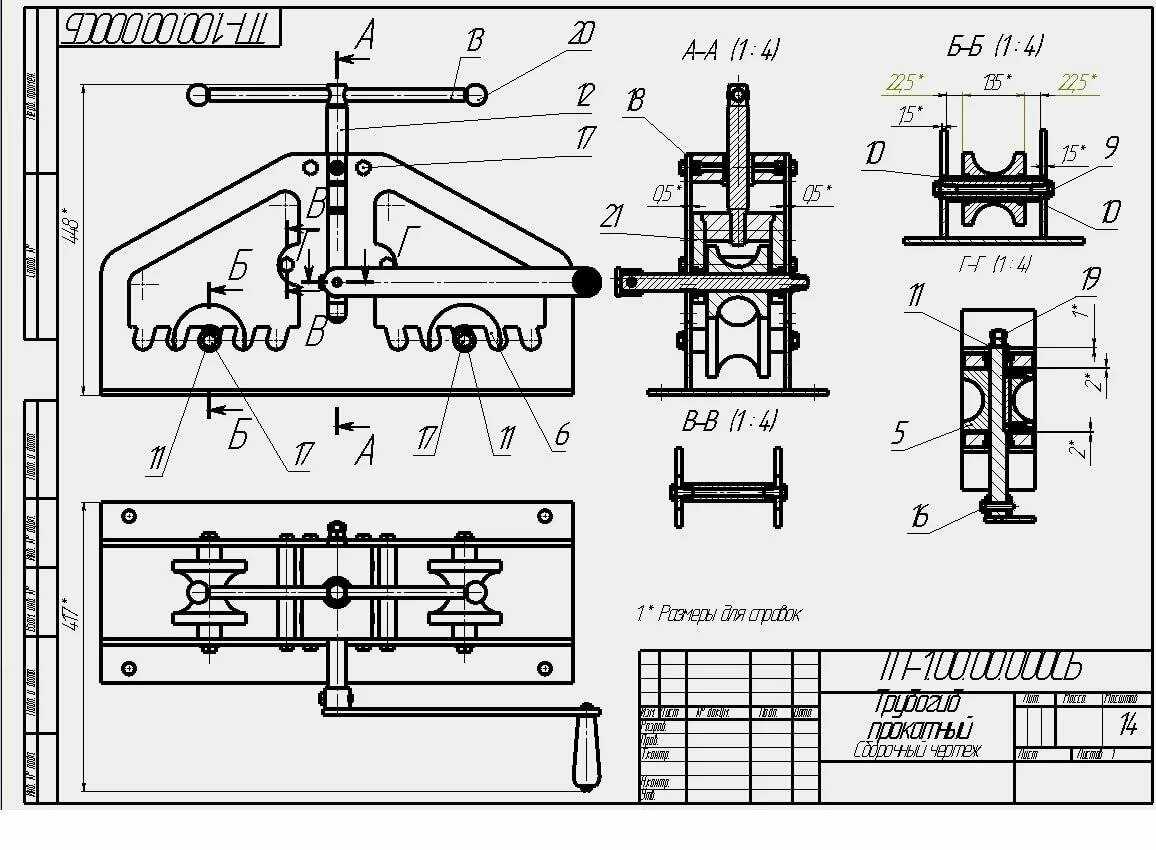
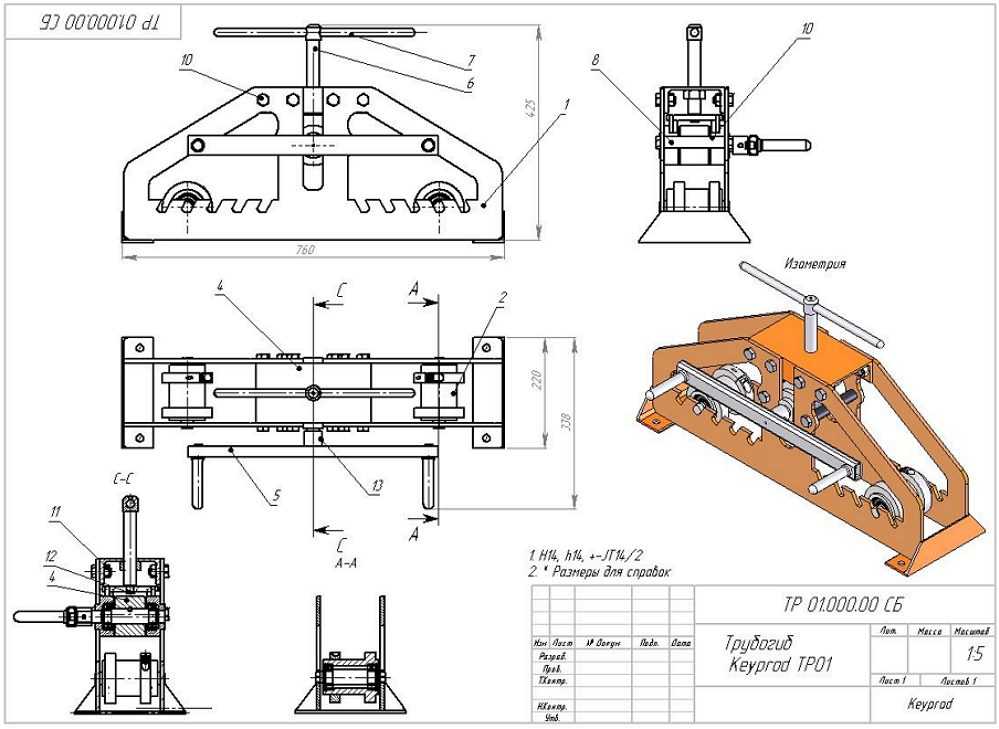
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.
Профилегиб-самоделка обошелся в 2 тыс. руб., сделан за 3 вечера и, по словам пользователя, окупил себя за половину рабочего дня.
А это видео, где показана работа этого самодельного трубогиба для профильной трубы.



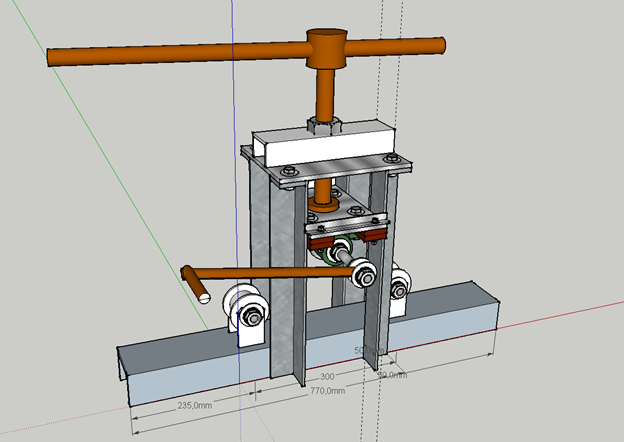



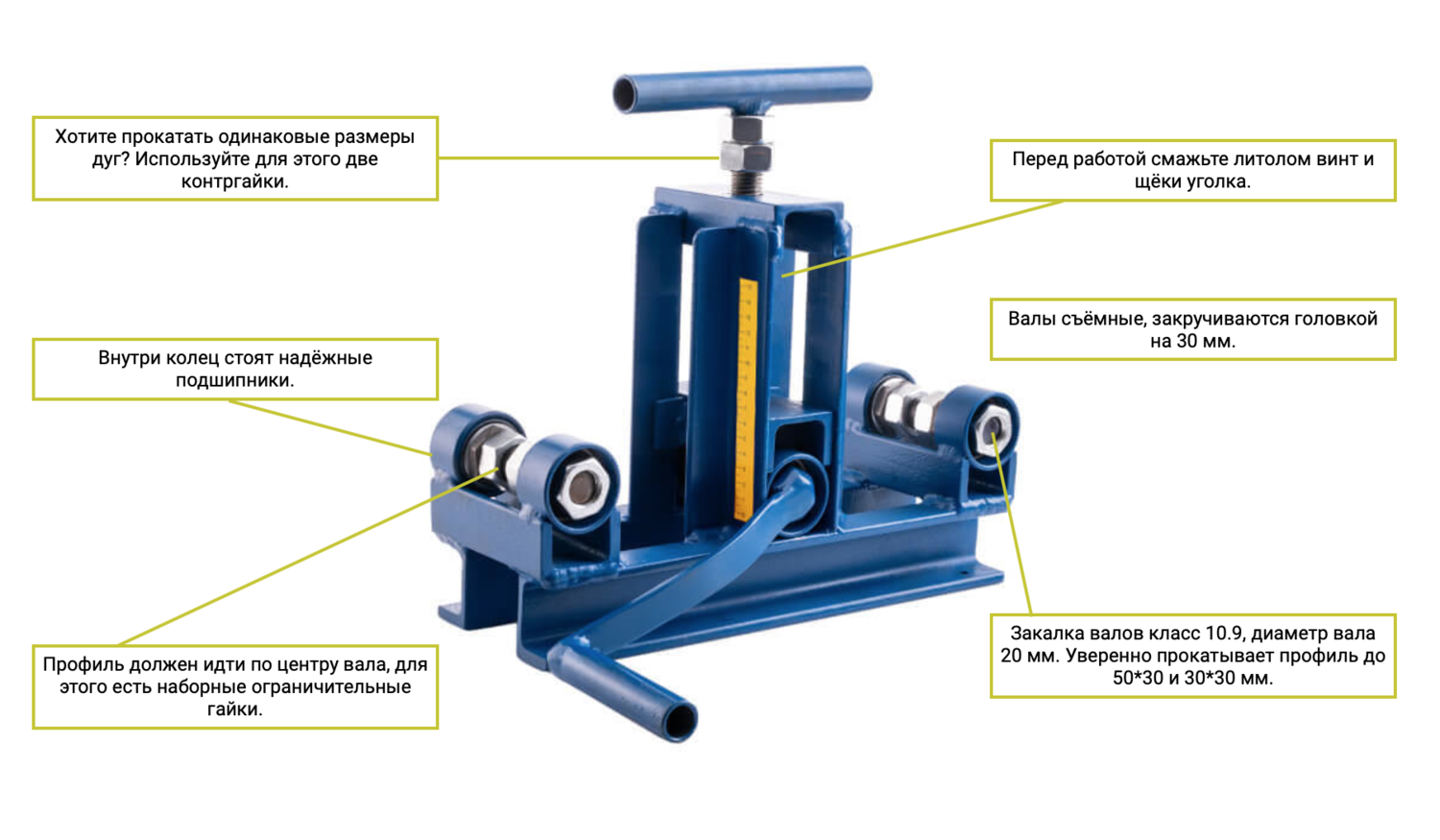
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
Установка руля, седла, каретки и колес
Руль вставляется в корпус вилки и прочно фиксируется с помощью болта на верхней части. Перед установкой рекомендуется слегка смазать внутренние стенки вилки, а также точно выставить положение руля – ручки строго перпендикулярны ходу велосипеда. Закручиванием можно сбить прямое положение руля. Не страшно, достаточно подкорректировать положение одной рукой, крепко держа раму другой.
Подседельный штырь вставляется в вертикальную трубу и фиксируется металлическим хомутом с гаечным креплением. Высота седла на дорожном велосипеде подбирается на уровень высоты руля.
Следующий этап – это установка кареточного механизма в стакан. Каретка – сложный узел трансмиссии, который при установке потребует специального инструмента – выжимки. Все работы по сборке деталей производятся в строго заданном порядке.
И, наконец, вставка колес в посадочные места. Помним, что самодельные дропауты необходимо заранее точно согласовать перед изготовлением, иначе придется их отрезать, делать и наваривать заново. Последовательность установки колес:
- Надеть цепь на ведущую и ведомую звезды.
- Вставить заднее колесо в дропауты.
- На нижнее перо велосипеда установить металлический хомут, к нему прикрутить тормозной фиксатор.
- Затянуть гайками колесо.
- В посадочные места установить переднее колесо, затянуть до упора.
При затягивании лучше воспользоваться динамометром для получения точных моментов затяжки и геометрической целостности
Для самодельной конструкции это особенно важно
Как видно, самоделки для велика – это весьма условное понятие. Несущую конструкцию изготовить самому еще реально, а вот остальные составные части придется покупать. Тем не менее, даже такой байк заслуживает звание эксклюзивного: сделан и собран самостоятельно. Завершением работ будет тщательная обкатка своего детища, выявление и корректировка недостатков.
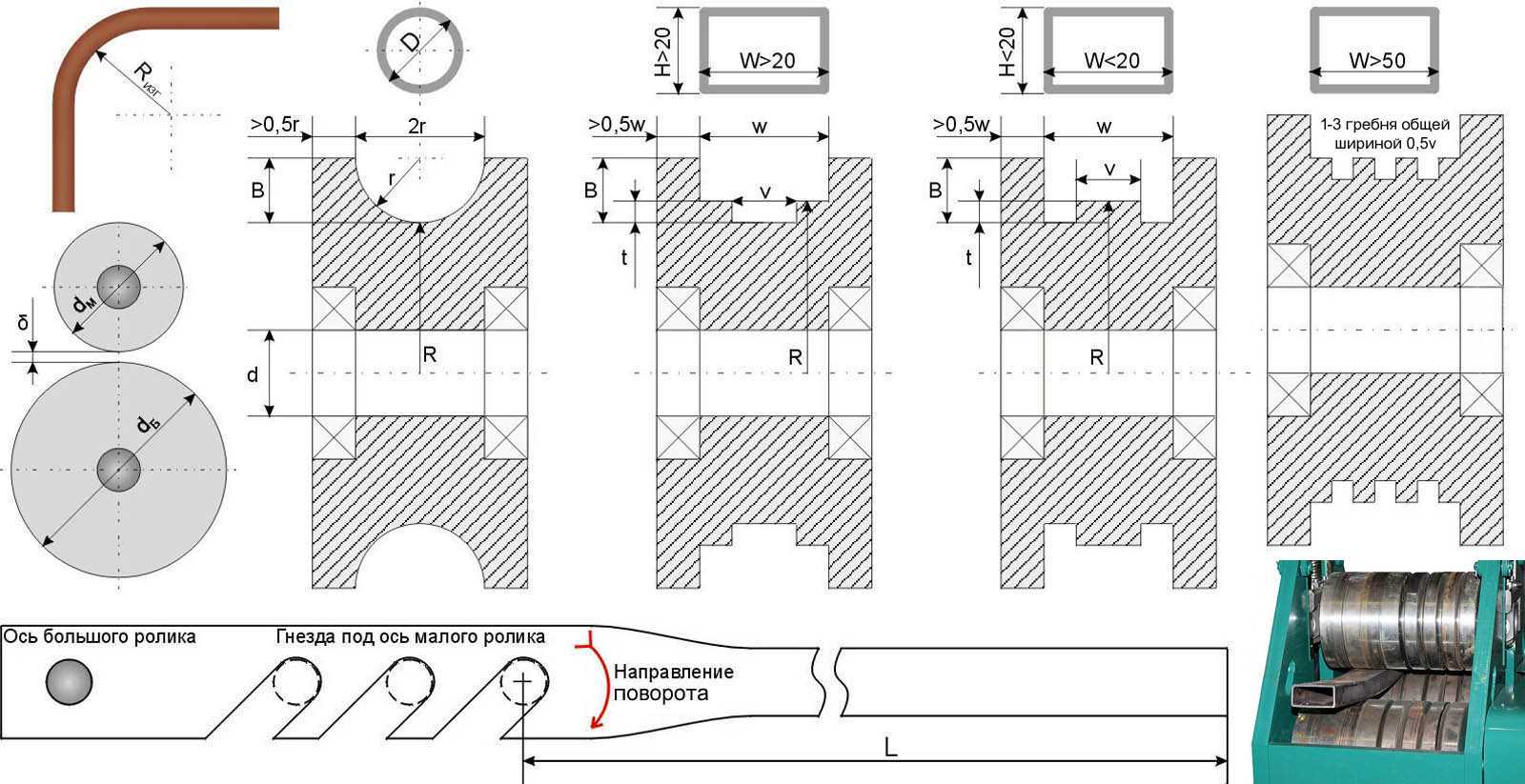
Важные технические моменты при изготовлении профилегиба.

Гибка профильной трубы с заломами.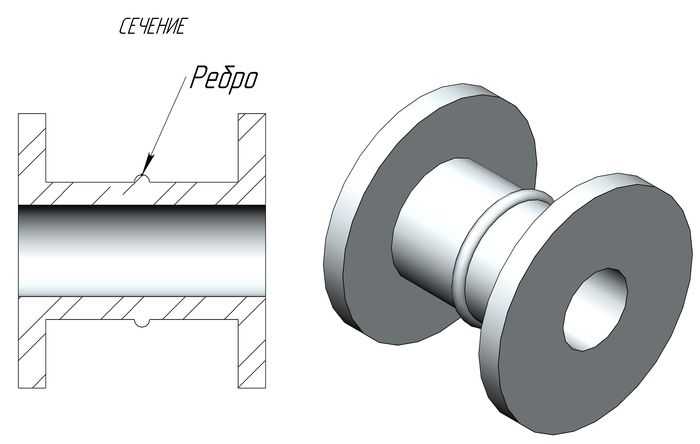
Ролик трубогиба с ребром по центру.
Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
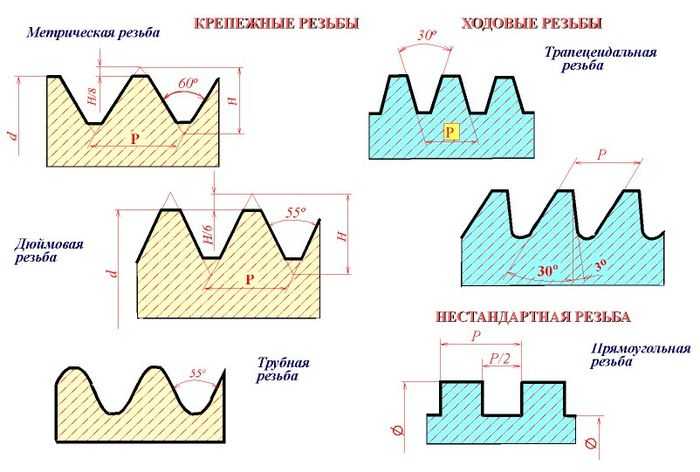
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.

Ролик трубогиба для гибки круглой трубы.