

Оборудование для холодной ковки: своими руками или купить
Кроме торсиона для холодной ковки применяются другие станки с ручным (рычажным) управлением, среди которых наиболее выделяется улитка, использующаяся для изготовления завитков. Подобные устройства чаще всего применяются индивидуальными мастерами, а также кузнецами небольших кузниц, мастерских и компаний.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Данные механизмы отличаются достаточно простым устройством, поэтому их возможно собрать своими руками. Самодельная улитка, волна или другой станок отличается необходимой для определенного мастера конструкцией и размерами, что позволяет решать поставленные задачи.
Станки с электропроводом отличаются более высокой производительностью, а также снижают трудозатраты. Самостоятельная сборка устройств позволяет сделать модель, отвечающую всем критериям.
Универсальные станки представляют собой автоматические или ручные машины, предназначенные для выпуска больших объемов различных элементов. Высокая производительность делает агрегаты востребованными на крупных и средних предприятиях. Универсальное оборудование позволяет обрабатывать заготовки с разным сечением: полосы, профильные трубы, круглые и квадратные прутки.
Станок для ковки Ажур-1М. Фото КовкаПРО
Инструменты: клещи, вилки и кувалда и приспособления: шаблоны, лекала, кондукторы в большинстве случаев изготавливаются своими руками.
Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
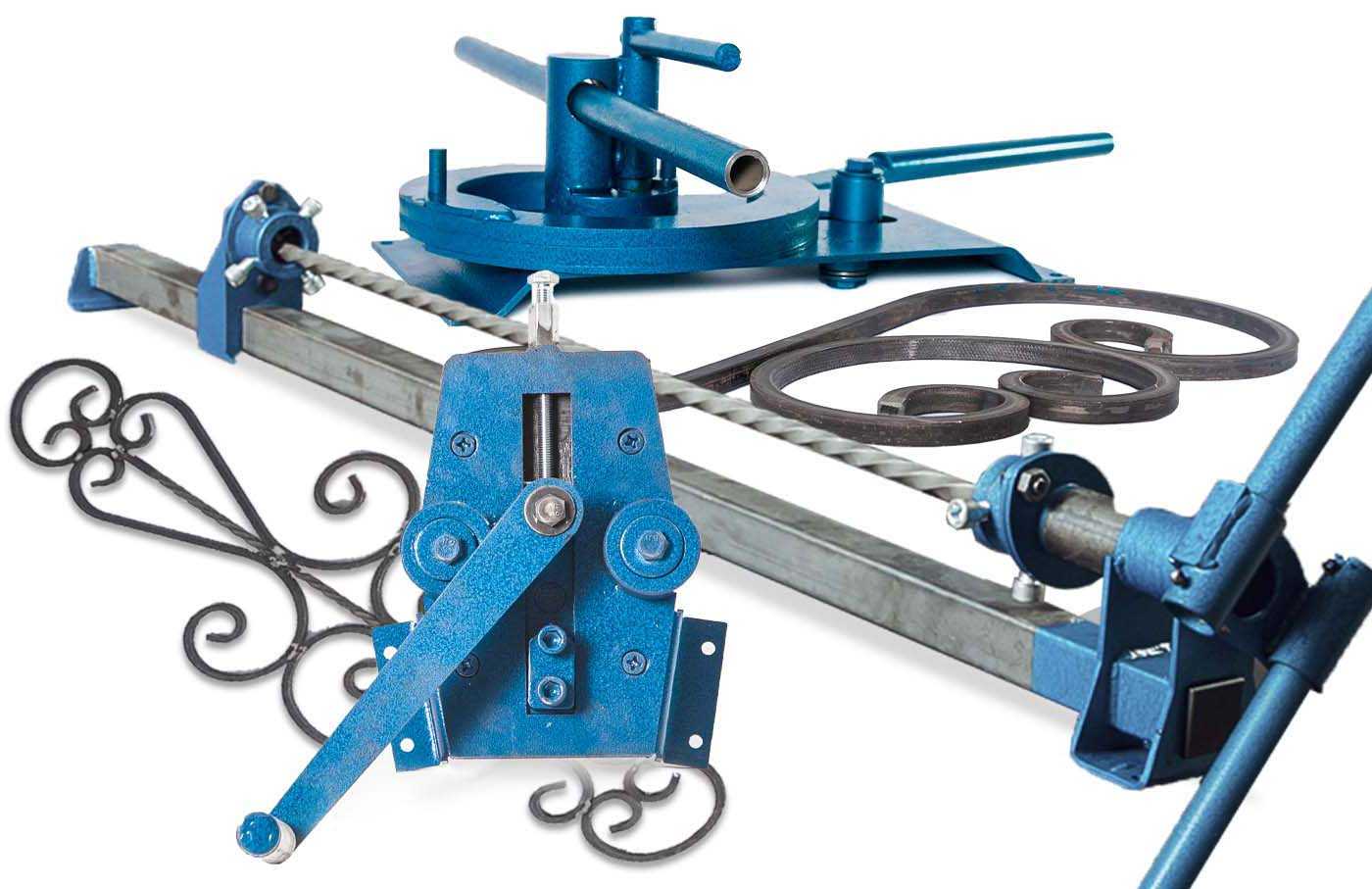
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Виды вальцов
Для производства профильной трубы и ее изгиба в домашних и заводских условиях требуются совершенно разные инструменты.
Заводское производство
Вальцевание – это главная технологическая операция в процессе изготовления профилированных трубных изделий.
Весь цикл выглядит следующим образом:
- Плоские заготовки сворачиваются в цилиндр, место соединения сваривают.
- Полученное изделие прокатывают через вальцы, где под большим давлением происходит формирование нужного профиля.
- Выполняется проверка качества швов.
- Изделия прокаливают для снятия остаточных напряжений от деформации.
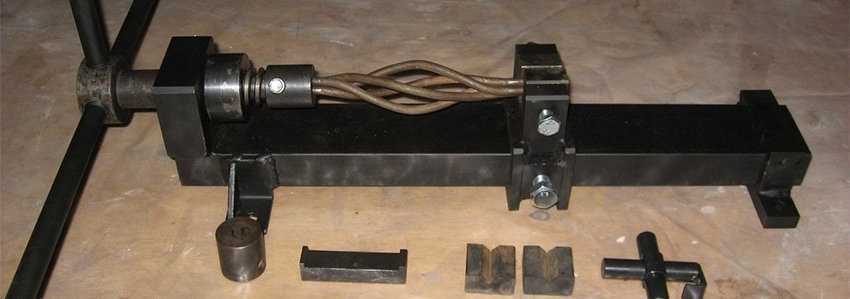
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона — металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
2 Как сделать станок для холодной ковки в домашних условиях?
2.1 Материалы и инструменты
Не зависимо от того, какое именно устройство вы планируете сделать, вам понадобятся следующие материалы:
- листовой металл толщиной 4-5 мм;
- арматурные прутья, профильные прутья или профильная труба;
- устойчивая станина;
- если собираемся делать не ручной, а электрический гибочный аппарат, понадобится низкооборотный двигатель и редуктор.
Самодельный станок для холодной ковки
Для организации процесса по изготовлению агрегата для холодной ковки, нужно запастись следующими инструментами:
- «болгарка» для порезки металлических элементов (в случае ее отсутствия, используем пилку по металлу);
- сварочный аппарат;
- наждачный камень и наждачная бумага;
- тиски и плоскогубцы;
- бумага, карандаш, маркер;
- рулетка или сантиметр.
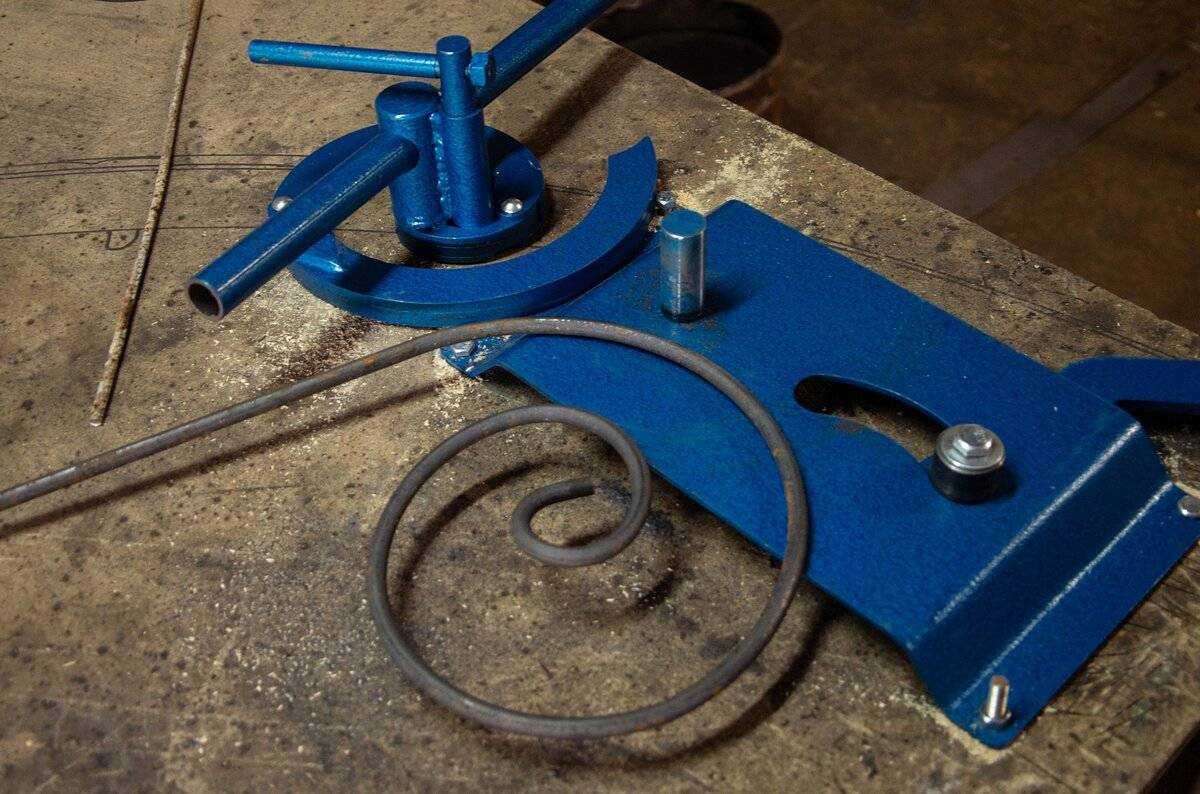
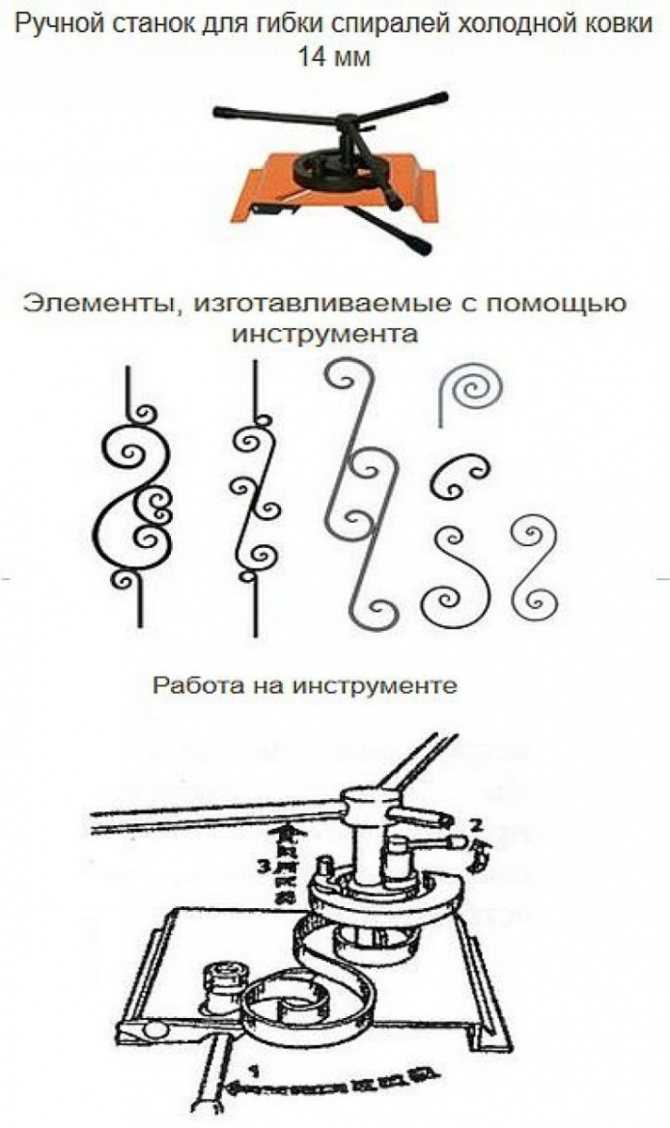
2.2 Ручной станок «улитка»
Спиралеобразные элементы используют в создании «кованного» интерьера чаще всего. Поэтому начнем рассмотрение производственного процесса со станка «улитка».
Самодельный электрический агрегат потребует, кроме обычного набора деталей, использовать двигатель и редуктор. Редуктор применяют для снижения оборотов двигателя. Но об этом мы поговорим позже. Пока же рассмотрим пошагово, как сделать ручное устройство.
Отметим также, что один станок может делать спирали разного диаметра, но для этого понадобится съемная улитка. Достичь этого можно двумя вариантами: цельные металлические съемные круги с приваренной улиткой, или один круг со съемными частями спирали.
- Для начала нам понадобится лист бумаги и карандаш. Чертим на листе нужную нам улитку, выдерживая все реальные размеры. Нужно учитывать, что толщина линий на схеме должна соответствовать толщине металла, который берется для изготовления спирали (в идеале – 4-5 мм), а расстояние между витками должно быть равно 12-13 мм (для холодной ковки используются пруты до 10 мм, которые должны свободно ложиться в паз).
- Из листового металла, толщиной от 4 до 10 мм вырезаем круг, диаметром 70 см. Если вы планируете делать только маленькие спирали, круг можно вырезать меньшего диаметра. Если элементы будут больше, вырезайте круг больше, чем 70 мм. Если круги будут съемными, старайтесь не брать очень толстый металл (4-5 мм вполне достаточно), поскольку менять круги будет очень сложно.
- В ручном варианте круг должен быть закреплен на станине стационарно, поскольку огибать металлом спираль с помощью рычага намного легче, чем вращать круг. Прежде, чем приварить круг, к станине нужно приварить металлический прут диаметром 20-30 мм и надеть на него подшипник (все это можно найти в старых автомобильных запчастях).
- Делаем станину. Она может быть изготовлена из любого материала. Главные требования: 1) станина должна быть прочной и прочно закрепленной на полу (наилучший вариант – забетонировать ножки). 2) основа не должна по диаметру выступать за пределы рабочего круга.
- Возвращаемся к обработке рабочего круга. Нам нужно прикрепить к нему элементы улитки.
Улитка для холодной ковки
2.4 Электрический аналог
Отличие лишь в том, что двигатель через понижающий редуктор должен вращать рабочий круг. Загибочный же бочонок приваривается непосредственно к кругу не затрагивая редуктор. В остальном принцип изготовления агрегата абсолютно идентичен и редуктор с электродвигателем лишь дополняют его.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.

Станок для ходолной ковки своими руками
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки. Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.








Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.

Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Cоветуем: Как сделать оригинальную деревянную дверь в баню
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
https://youtube.com/watch?v=632L9dAszKY
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки. Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.

Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.








Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
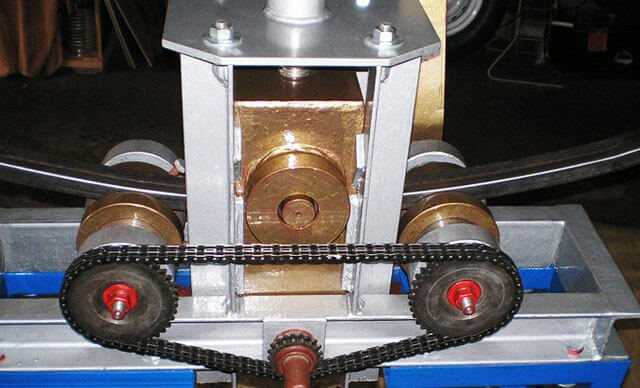
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
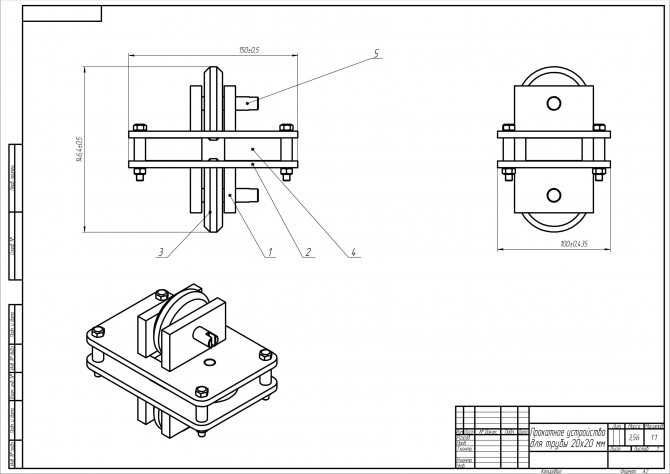
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
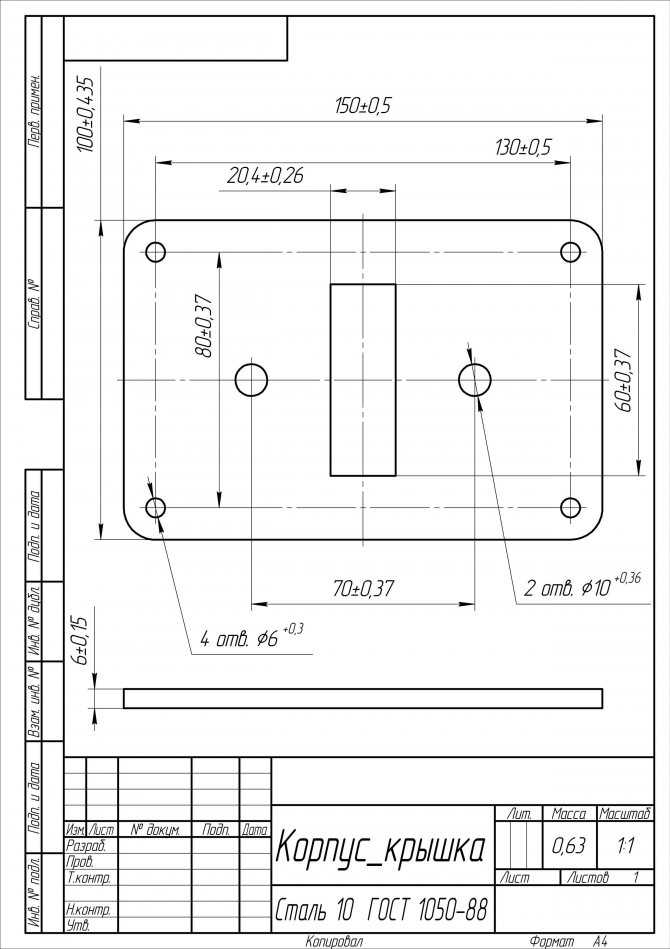
Корпус-крышка изготавливаются из пластины толщиной 6 мм
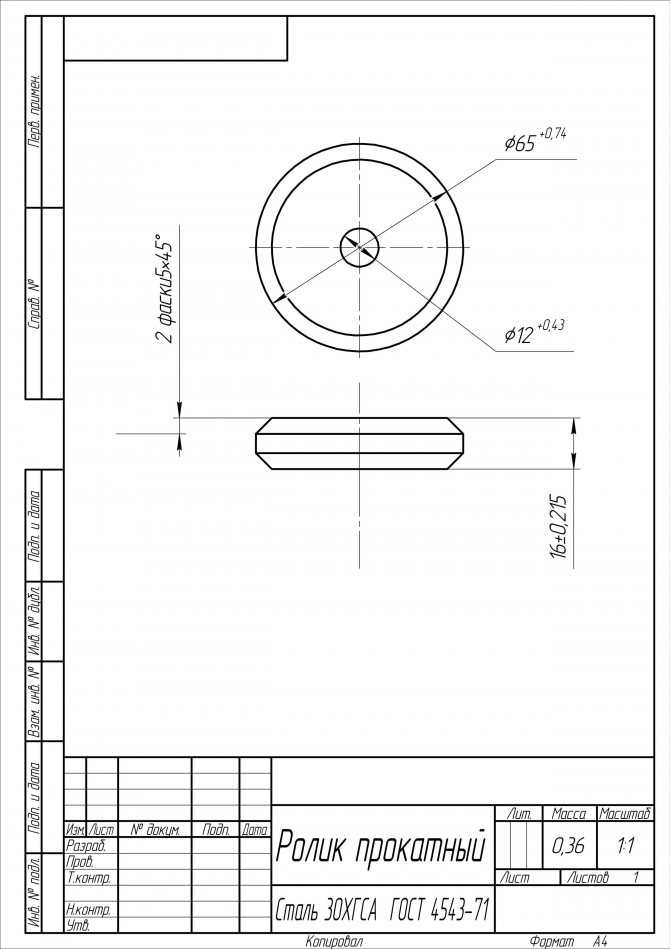
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
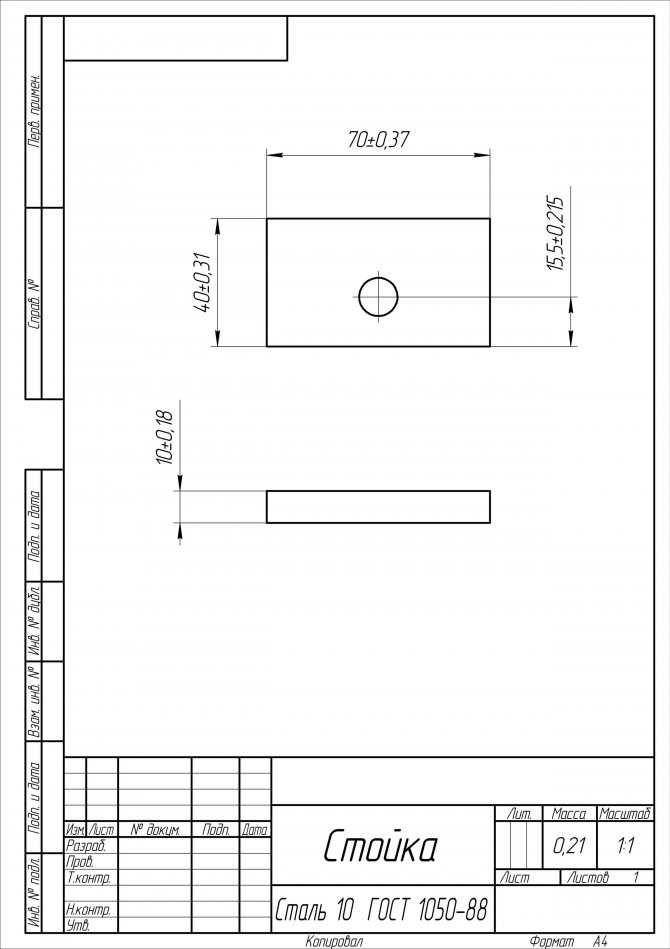
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Особенности работы
Правильно собранный по схеме трубогиб из домкрата позволит без проблем обрабатывать трубы в соответствии с решаемыми проблемами. С таким инструментом точно не возникнет трудностей с деформированием материала. Однако есть некоторые рекомендации, которые, возможно, облегчат работу.
Простейший гидравлический трубогиб, сделанный своими руками, позволит гнуть различные металлы. Стоит отметить, что выполнять данную операцию можно не только холодным, но и горячим методом, предварительно нагревая нужный участок трубы.
Холодный способ является наиболее простым. Его целесообразно применять к трубам, сделанным из пластичных материалов. Однако не стоит забывать наполнять ее песком, холодной водой или солью, чтобы достичь качественного изгиба.
Использование трубогиба в работе.
Горячий метод используется для деформации профтруб с толстыми стенками. Такой способ позволит выполнить качественную гибку с наименьшими затратами усилий.
Существуют некоторые советы, которые помогут выполнить работу качественно и без лишних затрат, а именно:
- использование звездочек не является обязательным, поскольку конструкцию можно выполнить на основе только одного ролика, а в качестве прижимного механизма использовать домкрат;
- во время гибки по шаблону следует пользоваться металлическими крючками, которые не дадут трубе соскальзывать;
- изгиб под большим радиусом следует выполнять на инструменте с темя роликами;
- если сделать ролики подвижными, тогда станок получится более универсальным, за счет возможности изменения радиуса гибки.
Важно помнить, что наиболее точное выполнение работы может быть осуществлено только с применением шаблона. Он изготавливается, как правило, из дерева. Использование шаблона позволит достичь необходимых параметров
Использование шаблона позволит достичь необходимых параметров.
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.

Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
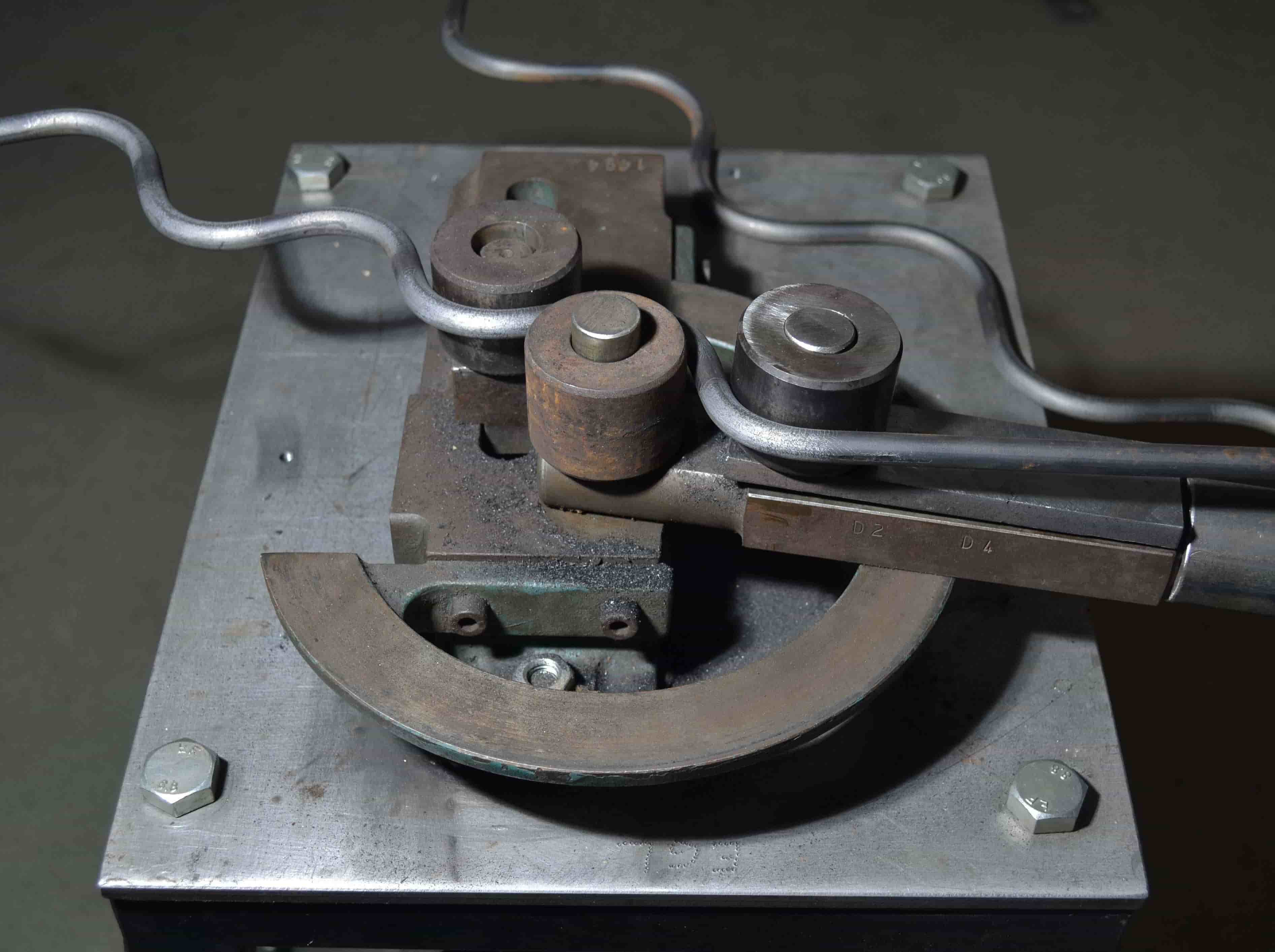
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
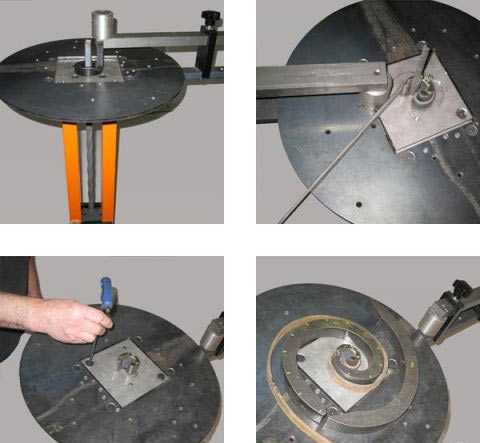
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.









- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут
Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков. 7
Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла. https://www.youtube.com/watch?v=gssCQv0hL6E
Видео: улитка, холодная ковка