
Полезные советы
Чтобы качели доставляли удовольствие всем членам семьи, несколько советов помогут правильно создать конструкцию:
Если для подвешивания сиденья выбрана цепь, проверяют целостность всех звеньев. С проушинами их соединяют металлическими кольцами. Они имеют один разрез. Когда кольцом будут соединено звено цепи и проушина, разрез заваривают.
Спинку сиденья не желательно делать под прямым углом
Важно выдержать небольшой наклон или придать ей полукруглый изгиб.
Поликарбонат пропускает свет. При выборе цвета листа надо помнить, что созданная под крышей световая атмосфера может благоприятно или дискомфортно влиять на подсознание человека.
Перед началом изготовления игрового комплекса оптимально посетить парк, детские площадки. В этих местах можно опробовать на удобство разные варианты качелей, посмотреть их конструкцию. Наиболее удачный вариант проще скопировать, чем самостоятельно продумывать все узлы конструкции.
Инструменты для монтажа ограждения из профильной трубы
Учитывая весь комплекс работ, перед их началом нужно приобрести следующие инструменты:
- Шнур строительный.
- Колышки из подручных материалов длиной приблизительно 40 сантиметров.
- Молоток.
- Лопата штыковая.
- Лопата совковая.
- Сетка дорожная.
- Бетономешалка и глубинный вибратор для уплотнения раствора.
- Доска обрезная или листовые материалы для опалубки.
- Бруски для подпорок.
- Аппарат сварочный для монтажа ограждения.
- Угловая шлифовальная машинка (болгарка) для разделки металлических профилей.
- Индивидуальные средства защиты.
- Уровень строительный, отвес.
- Струбцины для фиксации деталей перед сваркой.
Безусловно, в арсенале рачительного хозяина такие вещи желательно иметь в собственности. Но имеется возможность взять технически сложные изделия напрокат с посуточной оплатой. Это заметно сократить бюджет на сооружение забора.
Этапы изготовления по шагам
Выше мы уже рассмотрели порядок выполнения подготовительных работ, включая установку опорных столбов.
Смотреть видео — ограждение своими руками 3 часть
Если принятая к исполнению конструкция забора из профильных труб предусматривает заполнение полотна профлистом, евроштакетником или другими подобными материалами, то технология выполнения работ проста. К установленным прожилинам поочередно крепятся элементы полотна с использованием самонарезающих винтов.
Несколько сложнее выглядит изготовление секционного забора. Его нужно выполнять в следующем порядке:
- Разработать чертеж секции забора с деталировкой.
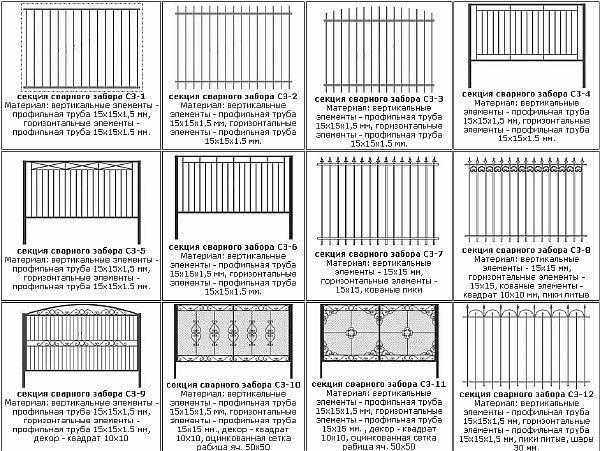
Используя приведенные здесь идеи нужно прочертить забор в своих размерах, включая декоративные элементы. Кстати, на строительном рынке можно приобрести готовые вставки. Тогда нужно просто привязать их к реальному рисунку секции. Это позволит в значительной мере сэкономить время на осуществление замысла.
- Изготовить необходимые детали решетки, пользуясь разработанными чертежами.
- Подготовить стапель для монтажа секций.

В качестве такового можно использовать верстак сварщика или сделать стапель из деревянных брусков 100х100 миллиметров в виде рамы. Главное требование – горизонтальное расположение несущей поверхности.
- Заготовительная операция. Воспользовавшись чертежами, изготовить комплект деталей для секции и сделать раскладку на верстаке (стапеле). При необходимости внести изменения.
- Собрать секцию на прихватках, проверить соответствие полученных размеров требованиям чертежа, после чего проварить окончательно.
- Зачистить сварные швы ручной шлифмашинкой.


- По окончании сборочных работ необходимо принять кардинальные меры по защите металла от коррозии. Для этого нужно тщательно обезжирить все поверхности ацетоном. Время сушки – 10 минут.
- Окрасить изделие грунтовочным составом. Правила пользования им изложены в инструкции на упаковке.
- Для окончательной окраски нужно использовать эмалевую краску для наружных работ, а лучше краску по металлу «Нammereit».
Окончательный монтаж
Как бы тщательно не устанавливались опорные столбы, добиться точного совпадения отверстий для крепежа секции к столбу, как правило, не удается. Поэтому на секциях нужно изготавливать не круглые отверстия, а пазы, длина которых должна быть порядка трех диаметров крепежного винта.
Источник
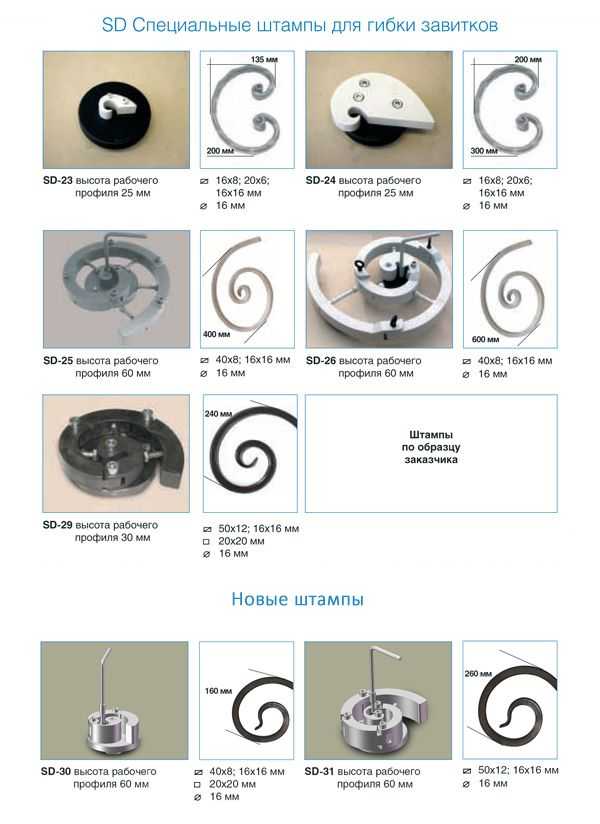
Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Как выковать окончание завитков, запятых, волют и других элементов
Производители предлагают клиентам завитки с раскатанным и нераскатанным окончанием. Первая группа элементов обладает более изящным и ярким дизайном. Чаще всего детали имеют окончание в виде узора «гусиная лапка». Как сделать своими руками завиток в подобным окончанием вы увидите далее.
- Завиток с окончание «гусиная лапка» делается с помощью штампа из каленой стали, на поверхности которого присутствуют неглубокие канавки.
- Заготовка разогревается и помещается на штамп, окончание простукивается молотком. Таким образом исполнителю не потребуется специальный станок.
Ниже приводятся еще описания, перечень будет пополняться.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.

Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.

Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.


Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Скамейки, оградки, лавочки из профильной трубы своими руками. Чертежи, фото, как сделать.
Профильная труба ― востребованный стройматериал из углеродистой стали с полой структурой и сечением в форме овала, многоугольника, квадрата или прямоугольника. Преимущества металлопроката ― малый вес, простота монтажа, невысокая стоимость.
Изделия из профильной трубы
Для работы с материалом нужны: болгарка, дрель, сварочный аппарат, напильник, трубогиб для трубы, ножовка, молоток, метр, плоскогубцы. Для защиты от влаги и образования ржавчины, профиль обрабатывается антикоррозийными составами. При использовании в конструкциях древесины нужна морилка и лак для защиты материала от грибков, плесени, механических повреждений.
Простая скамейка из профильной трубы своими руками
Вам понадобятся:
- Профиль― длиной 8 метров с сечением 25 на 25 мм.
- Деревянная доска ― на сиденье толщиной 30 мм, для спинки ― 25 мм. Длина рассчитывается по металлическому каркасу.
- Крепёж ― болты с гайками ― 24 шт.
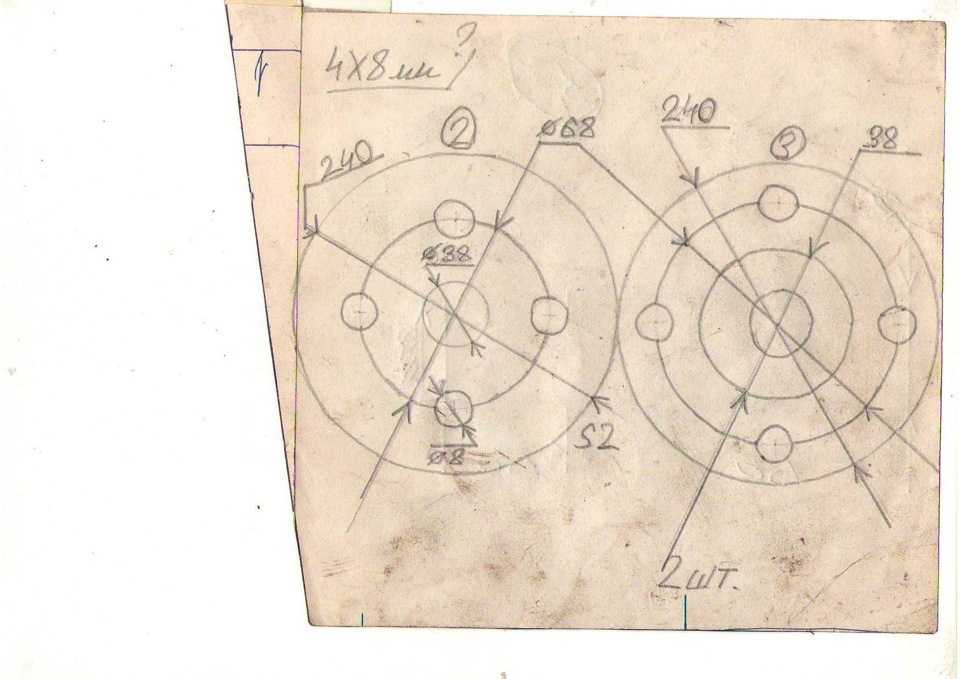
Помогут лучше познакомиться с процессом изготовления конструкций чертежи для скамейки из профильной трубы. Традиционно скамейки изготавливаются из металлического каркаса. Сиденье и спинка делаются из дерева.
Каркас
Труба длиной 1,55 м на перекладину между опорами.
- Гнутые отрезки 10 см, длиной (d) 78 см на спинку.
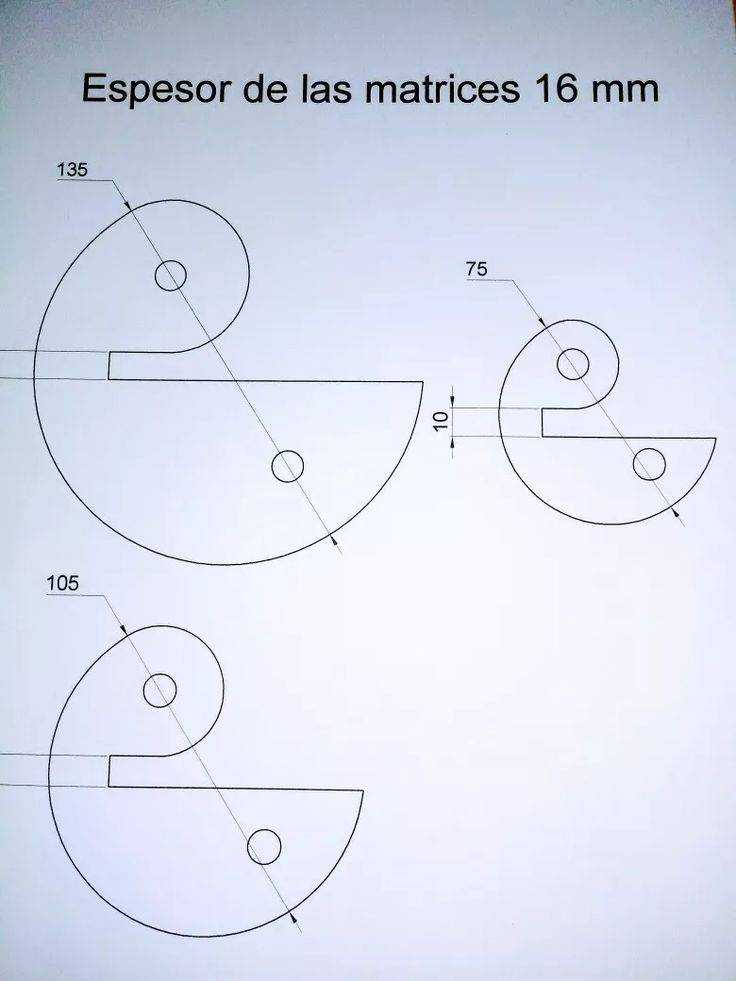
- Пара прямых отрезков длиной 35 см на сиденье. Еще 2 штуки длиной 39 см для формирования передних опор и пара штук для усиления последних длиной 20 см.
- Четыре пластины из металла 40 на 40 мм для производства подставки, устанавливающейся на опоры.
- Пара гнутых планок 45 см длиной для крепления между собой опор.
Сиденье и спинка
Доска ― 3 шт. длиной 160 см, шириной 6 см и толщиной 3 см для дна сидения и три с аналогичными параметрами на спинку. Болты и гайки ― 24 шт.
Сборка
Сначала соединяют перекладину, идущую поперек, и пару отрезков длиной по 35 см. Перекладина устанавливается по центру отрезков, строго перпендикулярно последним. Теперь понадобится сварочный аппарат для присоединения к конструкции пары гнутых отрезков длиной по 78 см. Чтобы сварить элементы правильно, делайте это на участке сгиба профиля. Затем к каркасу приваривают передние элементы опор. Соединение располагается на расстоянии девяти сантиметров от основания сиденья. Для усиления конструкции передние опоры соединяют отдельной трубой, выполняющей роль перекладины. Затем между опорами приваривают гнутые дуги и закрепляют их на ножках. Места сварки шлифуют. Металлические детали грунтуют и покрывают ЛКМ. Дерево обрабатывают морилкой и лаком. Доски крепят к металлическому каркасу на болты.
Лавочка своими руками
Для изготовления самой простой конструкции понадобятся:
- Профильная труба для каркаса ― лучше выбрать прямоугольное или квадратное сечение, 30 на 30,мм, длиной одиннадцать метров. Понадобится пара отрезков по 2,3 м, шесть по 0,6 м, шесть по 0,45 м.
- Деревянная доска толщиной 35 см (на сидение). Понадобится восемь прямоугольной формы брусков шириной 6 см.
- Метизы ― болты и гайки 24 шт.
Конструкция изготавливается по такой же технологии, что и скамья.
Оградки на могилу из профильной трубы
Размеры конструкции определяются параметрами участка. Традиционно он имеет площадь 2 х3 м. Основание можно сделать из трубы квадратного сечения (размер 2,5х2,5; 3х3; 4х4 см), секции каркаса изготовить из металлопроката (2х2; 2,5х2,5 см). Понадобится также труба на калитку и декоративные элементы.
Для изготовления столбов нарезают отрезки длиной 1 м. На верхние торцы приваривают пластины 10х10 см. Опоры вкапывают в грунт на глубину 40 см и заливают бетоном. Для верхнего и нижнего пояса секций нужны два отрезка трубы длиной 1 м. Для изготовления каркасных стоек используйте профиль 40-50 см. С помощью сварки детали соединяются между собой. Получившуюся конструкцию крепят к опорным столбам. Для монтажа калитки на оградку приваривают петли. Затем вешают дверцу. Готовое изделие покрывают антикоррозийной пропиткой и красят эмалью.
Беседка из профильной трубы
Для изготовления конструкции понадобится чертеж и список материалов. Каркас может быть квадратным, прямоугольным, восьмигранным, шестиугольным, круглым. Традиционно его собирают отдельными секциями с помощью сварочного аппарата. При установке конструкции вертикальные опоры заглубляются в грунт и бетонируются. Затем к стоякам крепится остальные части сооружения. Настилают деревянный пол или покрывают поверхность тротуарной плиткой. Секции каркаса соединяют между собой с помощью сварки или на болты, если требуется изготовление сборно-разборной конструкции. Сверху крепится лёгкая кровля.
vsedlyastroiki.ru
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
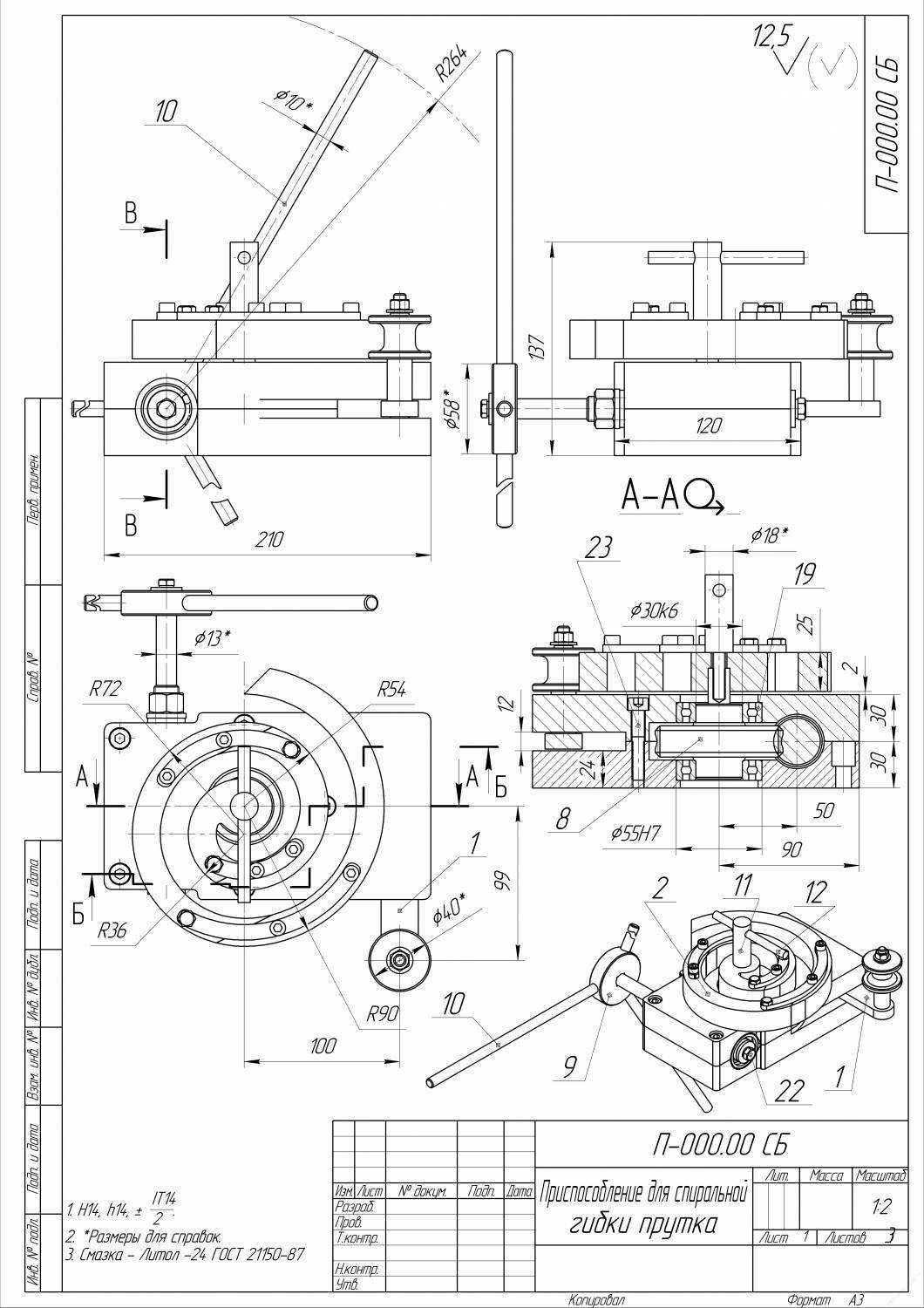
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
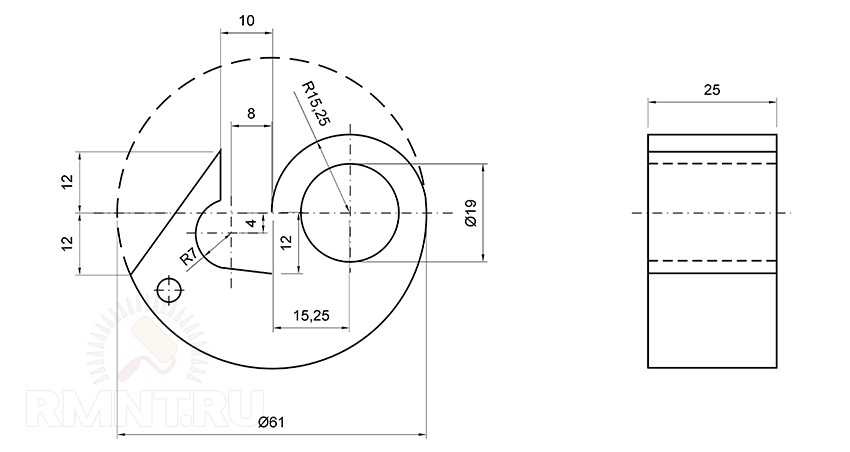
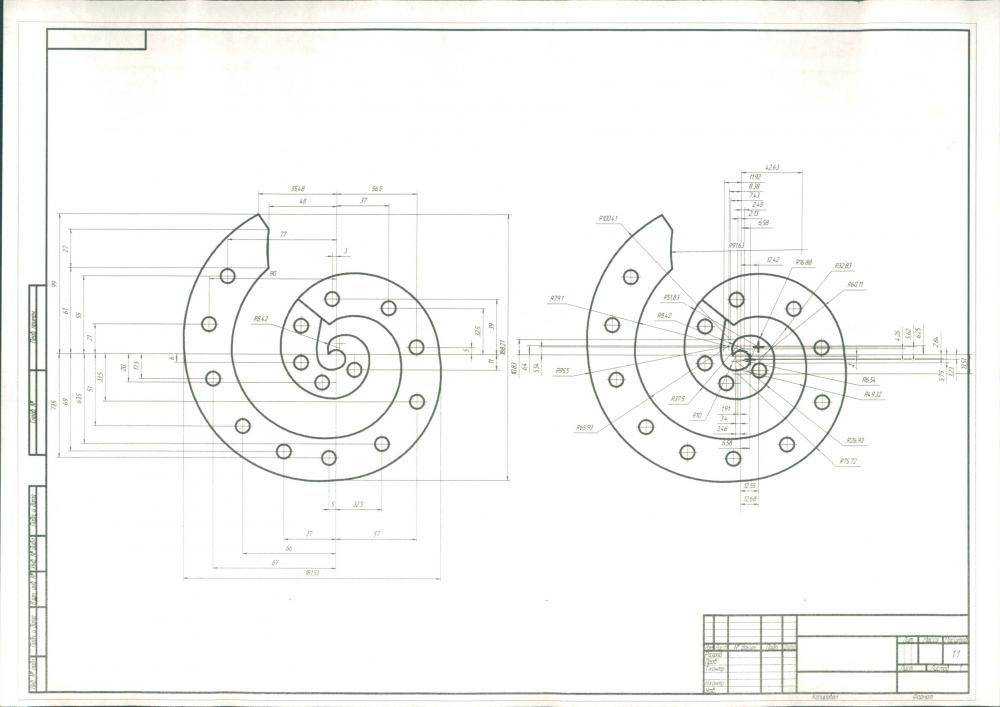
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.

Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Основные этапы работ
Для начала необходимо изготовить верхний (прижимной) вал, который и будет формировать ребристую поверхность на заготовке из профильной трубы.
Для этого отрезаем от шестигранного прута кусок требуемого размера. На токарном станке высверливаем в заготовке отверстие.
С помощью болгарки стачиваем грани шестигранника, как показано на фото ниже.
Высверливаем в детали отверстия, после чего нагреваем ее докрасна газовой горелкой, и быстро охлаждаем в масле.
На следующем этапе подготавливаем кусок стального кругляка. Надеваем на него шестигранник. Через просверленные отверстия привариваем его к прутку.
Далее из листового металла вырезаем два диска, и высверливаем в них отверстия по центру. Надеваем получившиеся шайбы на стальной кругляк, и обвариваем.
Изготовление корпуса
Из листового металла вырезаем две боковых стенки (высверливаем в них крепежные отверстия и вырезаем паз для прижимного вала), основание и верхнюю часть.
Свариваем все детали вместе. С помощью болгарки с лепестковым кругом зачищаем сварные швы. Далее приступаем к финальной части работ.
Сборка самодельного станка
В нижней части корпуса устанавливаем опорный вал, изготовленный из стального прутка и подшипников. В верхней части с помощью корпусных подшипников крепим прижимной вал.
В завершении останется только изготовить ручку, которую крепим к прижимному валу. Самодельный станочек готов к использованию.
Этапы изготовления
Одной из главных причин, что делает металл востребованным материалом для изготовления подобных конструкций, является его доступность, ведь его можно приобрести в любом хозяйственном магазине. Вдобавок к этому вы можете заметно сэкономить на изготовлении подобного изделия, если на вашем участке имеются старые металлические детали, например, от водопроводных труб или раскладушек. Они также могут послужить основой для изготовления лавочки из металла.
Материалы и инструменты
Металлическая труба – не единственный материал, который потребуется вам для изготовления садовой лавочки своими руками. Также у вас должны быть в наличии сосновые доски, одна из которых толщиной 35 мм пойдет на сиденье, а другая – толщиной 25 мм будет использована для создания спинки. Все ваши затраты на приобретение материалов составят максимум 1000 р. Также придется позаботиться о наличии ряда инструмента:
- болгарка;
- сварочный аппарат;
- краска для защиты от коррозии;
- деревообрабатывающий инструмент.
Обязательно должны присутствовать в наличии болты, гайки, перчатки и очки, а также молоток и ножовка.
Нелишним будет гибочный инструмент, для изготовления которого можно использовать тормозной диск автомобиля. Пользуясь им, вы сможете избежать повреждения трубы при изгибе.
Гибка трубы
Сама же процедура сгибания выполняется следующим образом: вначале нужно взять пробку и заткнуть ею конец трубки. После этого в трубу набирают мелкий песок и закрывают с другой стороны.
Далее трубу фиксируют в приспособлении для сгибания таким образом, чтобы она была надежно закреплена между выступом на диске и штырем. Затем можно начинать сгибание трубы под требуемым углом.
Свежие записи Бензопила или электропила — что выбрать для сада?4 ошибки при выращивании томатов в горшках, которые совершают почти все хозяйкиСекреты выращивания рассады от японцев, которые очень трепетно относятся к земле
Не всегда с первой попытки можно придать трубе необходимый угол. Для упрощения процедуры можно накалить место сгиба, используя паяльную лампу. Следуя этой рекомендации, вы сможете без особых усилий согнуть трубу.
Далее начинают скреплять составные элементы конструкции. Для этого можно воспользоваться резьбовыми соединениями или же прибегнуть к помощи сварки.
Если вам предстоит работать с дюралюминиевыми трубами, то для их соединения друг с другом возможен только один вариант – соединение на основе шурупов и болтов. Сварка для таких труб будет бесполезна, поскольку они ей не поддаются.
Завершается процесс изготовления садовой скамейки из профильной трубы обработкой швов. Для выполнения этой операции вам потребуется шлифовальная машина, однако при ее отсутствии можно использовать и напильник.
Выполнять шлифовку нужно до тех пор, пока зона стыка не приобретет ровную поверхность. Еще до начала отделки каркаса необходимо удалить с него окалину, которая может появиться после сварки.
Выполнив в точности все вышеперечисленные этапы, вы создадите каркас для будущей садовой скамейки. Если все получилось правильно, то у вас появится лишний повод для гордости, поскольку вы завершили самую сложную часть работ без помощи специалистов.
Последним действием будет установка рамы для сиденья, для чего используют уголки, крепящиеся при помощи саморезов. После этого ваша скамейка готова к эксплуатации.
Чтобы изготовить подлокотники, вам придется воспользоваться трубой: необходимо разделить ее на два фрагмента, длина каждого из которых должно быть 75 см. Далее их нужно согнуть, используя для этого приспособление для сгибания труб.
Затем эти части нужно приварить к металлическому каркасу, после чего их необходимо обработать, используя шлифовальную машину или напильник. В завершение выполняется окрашивание подлокотников.
Выполнив все вышеописанные работы, ваша скамейка приобретет более презентабельный вид. Таким образом, мало у кого возникнет мысль о том, что вы сделали ее своими руками.
Основные этапы устройства ограждения
Перед тем, как установить столбы для забора из труб, необходимо произвести предварительные расчеты расстояния между ними. Для этого:
- Тщательно измерить расстояние между углами участка.
- Установить место расположения ворот и калитки, на этих местах забить колышки, обозначающие позиции их расположения.

- Расстояние по сторонам от колышков разделить на одинаковые отрезки, определяющие дистанцию между ними, вбить колышки. В зависимости от конструкции ограды оно должно составлять 1,8-2,3 метра.
- Воспользовавшись садовым буром, вырыть шурфы в местах, отмеченных колышками. Глубина отверстий зависит от уровня промерзания грунта в регионе строительства. Она должна быть на 20-25 сантиметров глубже.

- На дне отверстий устроить дренажный слой из смеси песка с гравием толщиной 15-20 сантиметров. Его назначение – пропустить грунтовые воды при таянии снега.
- Отрыть ров под ленточный фундамент глубиной не менее 50 сантиметров и шириной 30. В местах установки опор ширина фундамента должна быть не менее 60 сантиметров.
- Установить опалубку высотой порядка 10 сантиметров от уровня грунта. Верхний край ее выровнять не по грунту, а по горизонту, воспользовавшись строительным уровнем.

- Насыпать дренажный слой из песка с гравием толщиной порядка 20 сантиметров, разровнять, пролить водой для уплотнения.
- По дну траншеи проложить армирующий слой из дорожной сетки с ячеей 50х50 или 100х100 миллиметров. При этом зазор между ней и дном должен быть 5 сантиметров, что обеспечивается подставкой под сетку стульчиков из битого кирпича. Отдельные секции сетки скрепляются вязальной проволокой. На расстоянии 15 сантиметров от первого уложить второй армирующий слой.
- Бетонирование производится в непрерывном режиме раствором марки 300. При этом массу нужно уплотнять, для чего используется глубинный вибратор.
- По окончании укладки бетонного раствора ему дают время для отвердения не менее 7 суток. В жаркое время года фундамент нужно поливать водой несколько раз в день и укрывать полиэтиленовой пленкой.
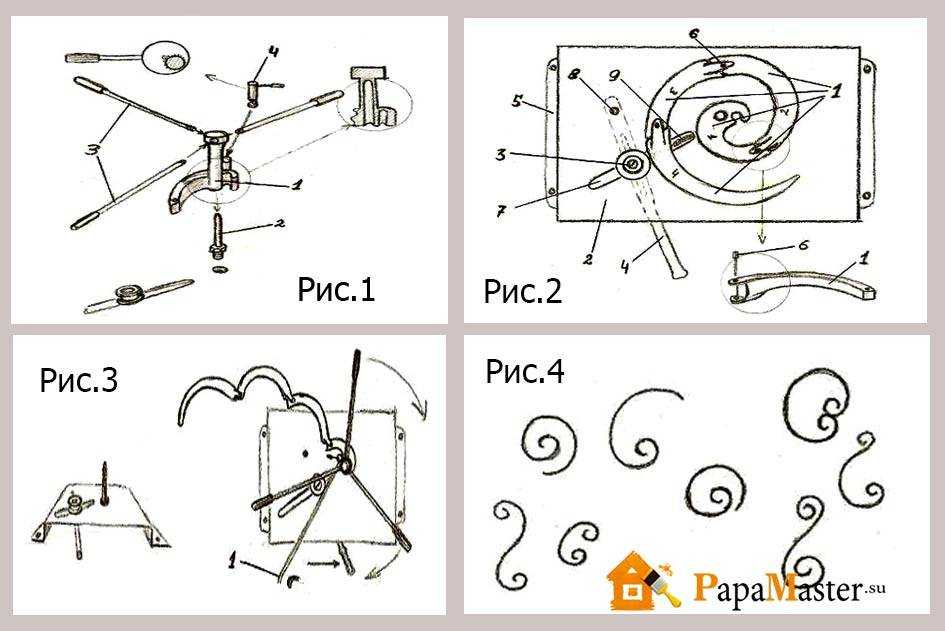
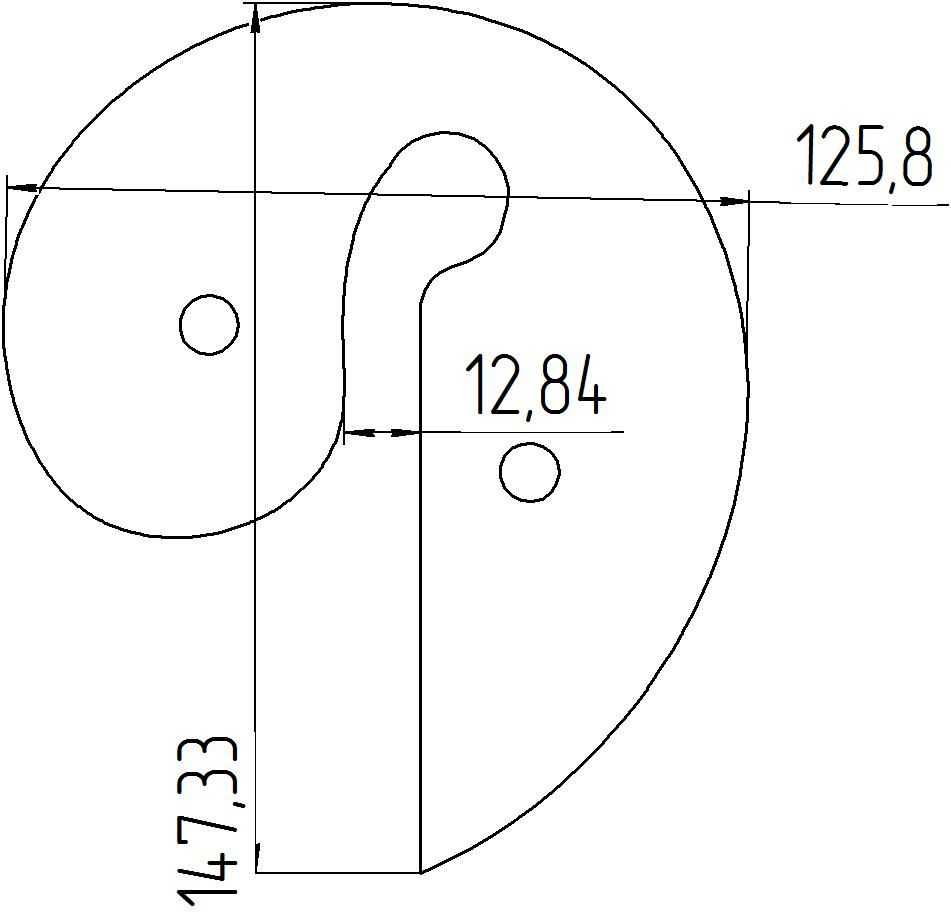
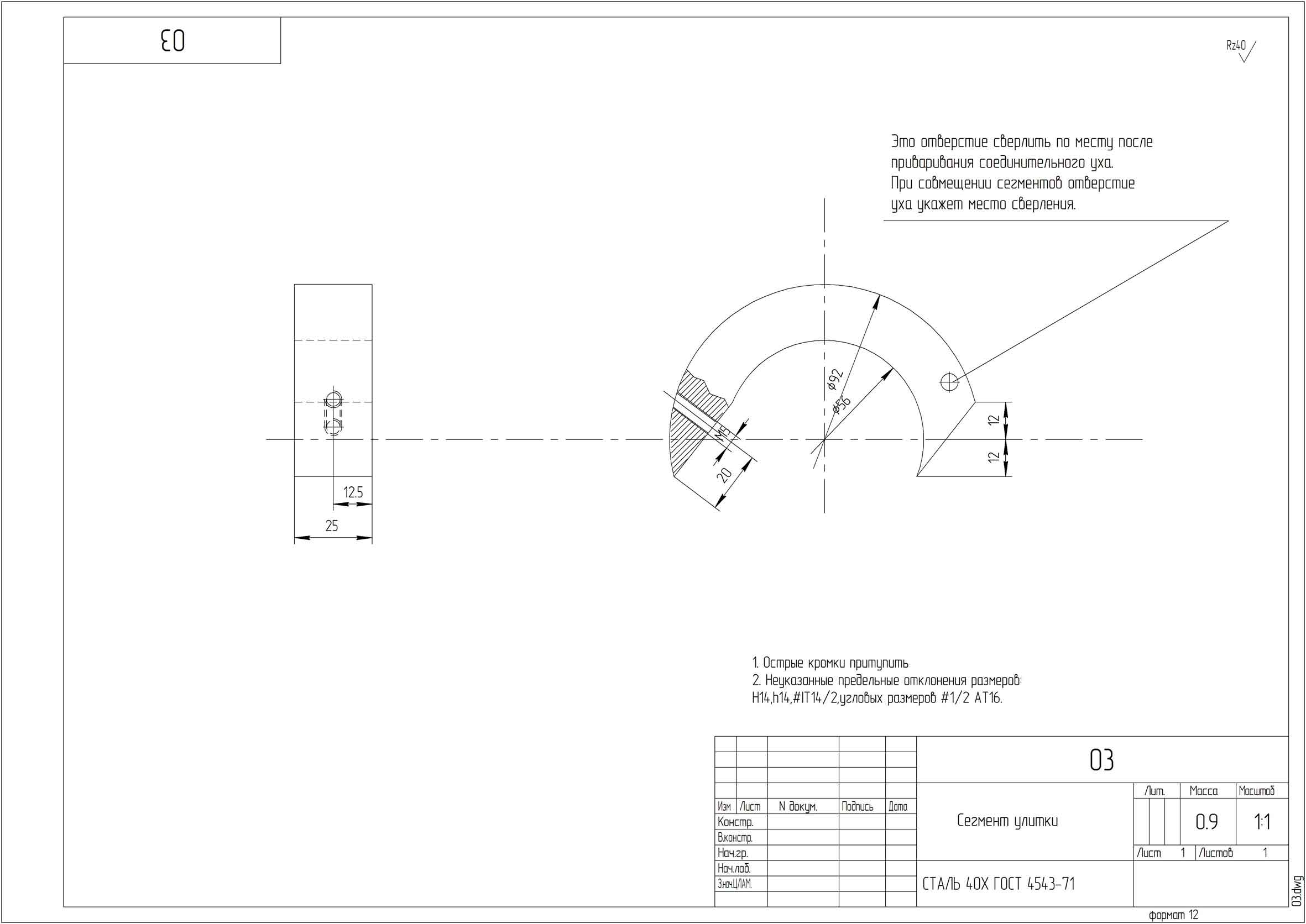
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
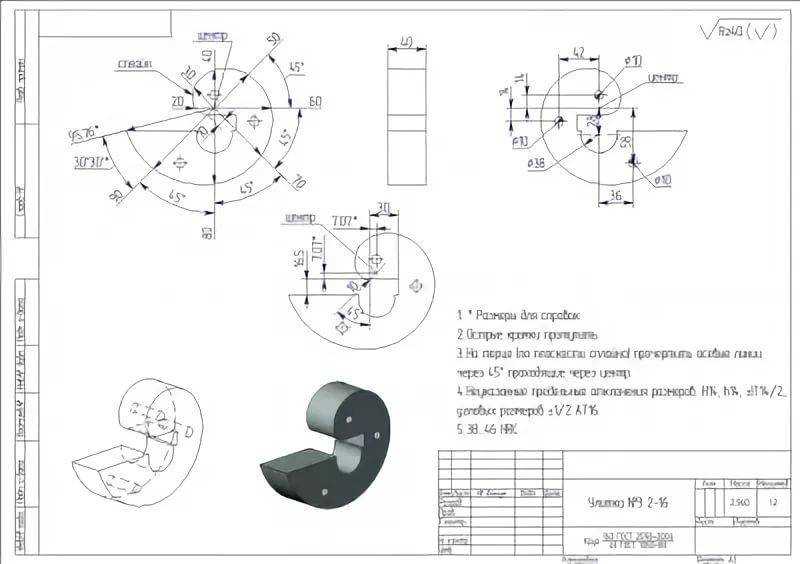
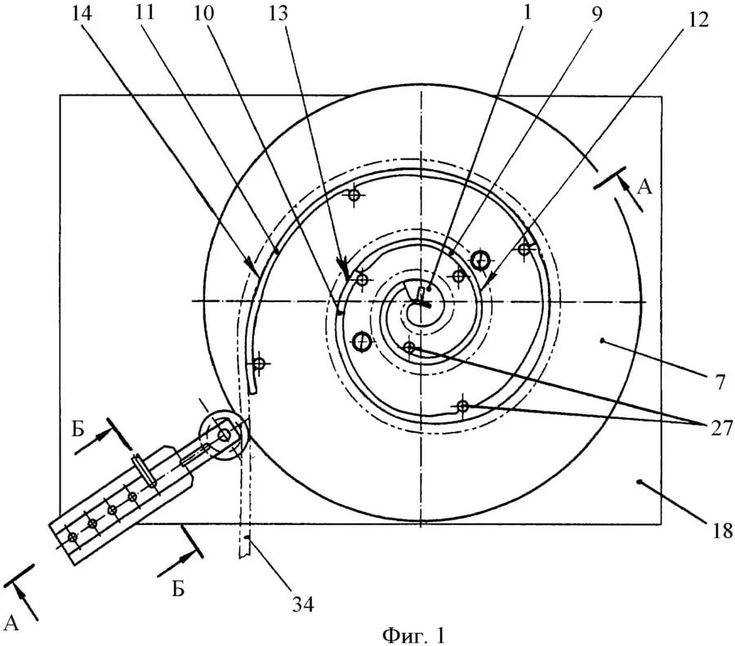
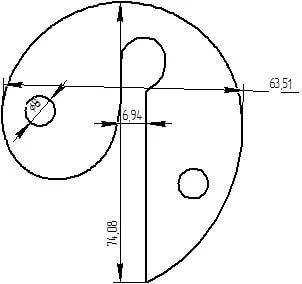
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.


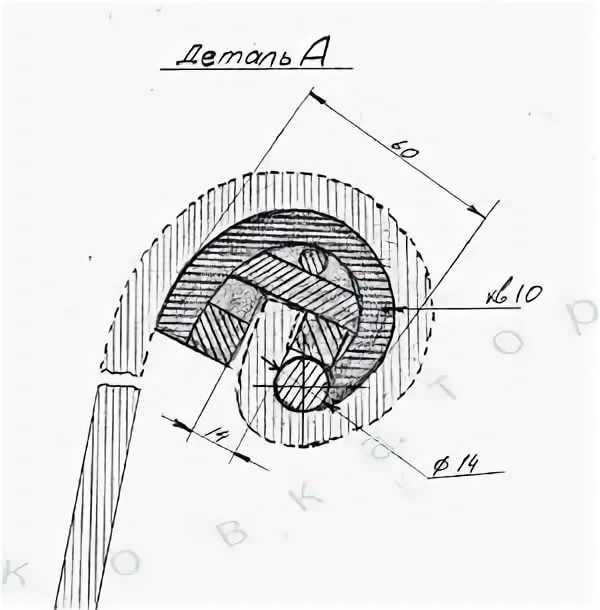



Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

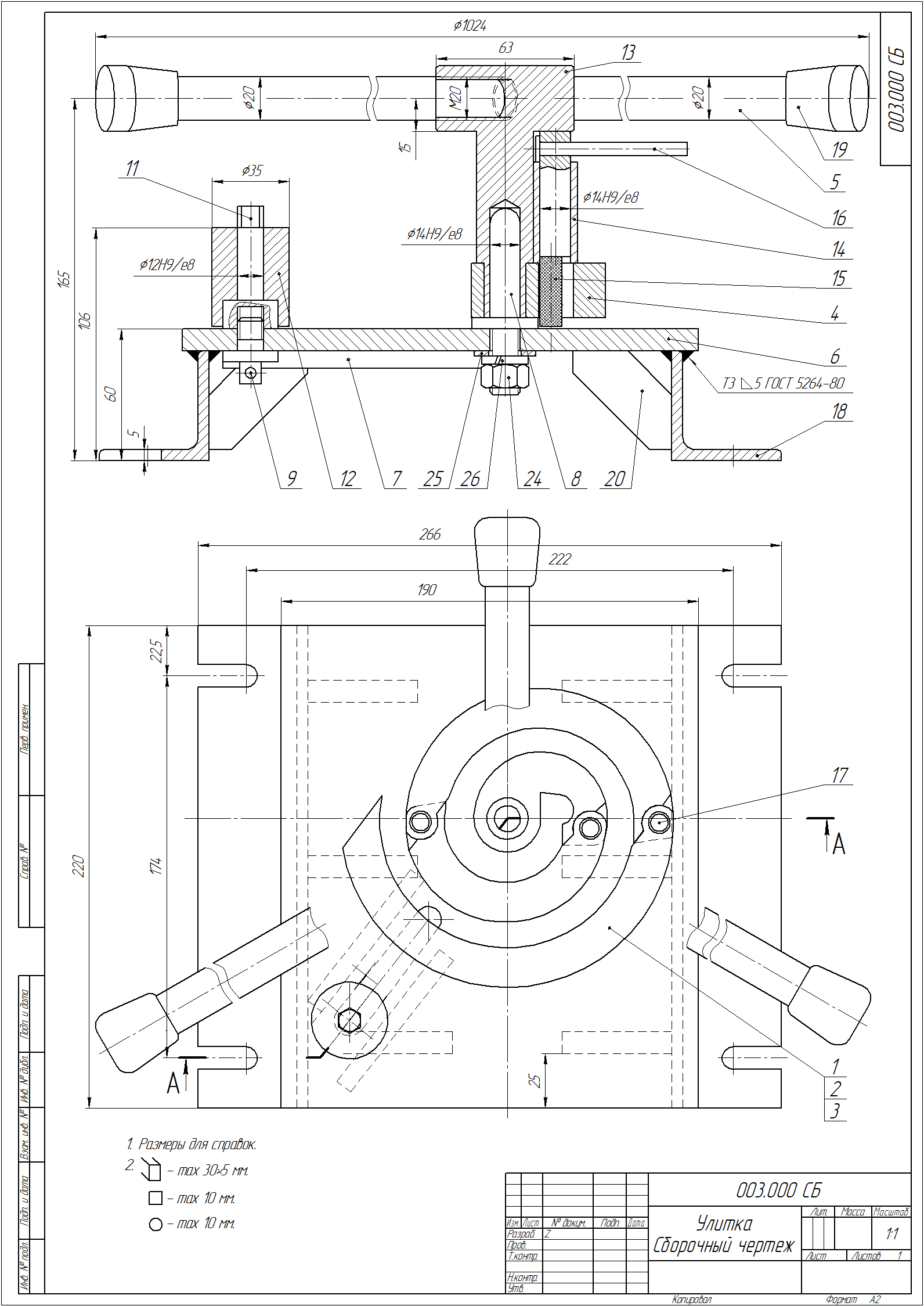
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

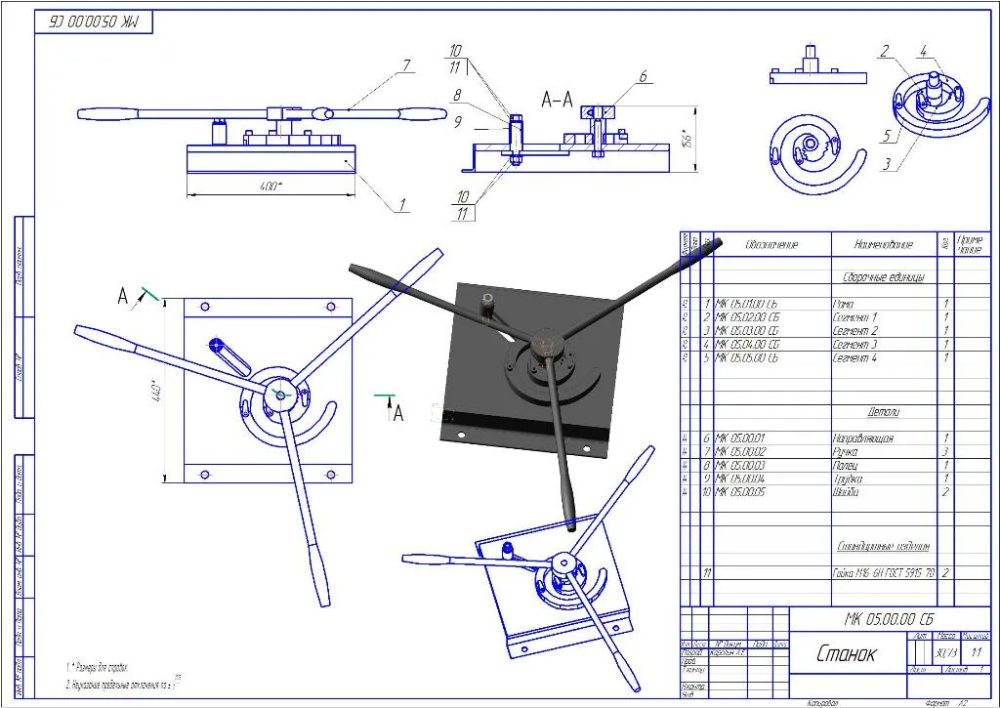
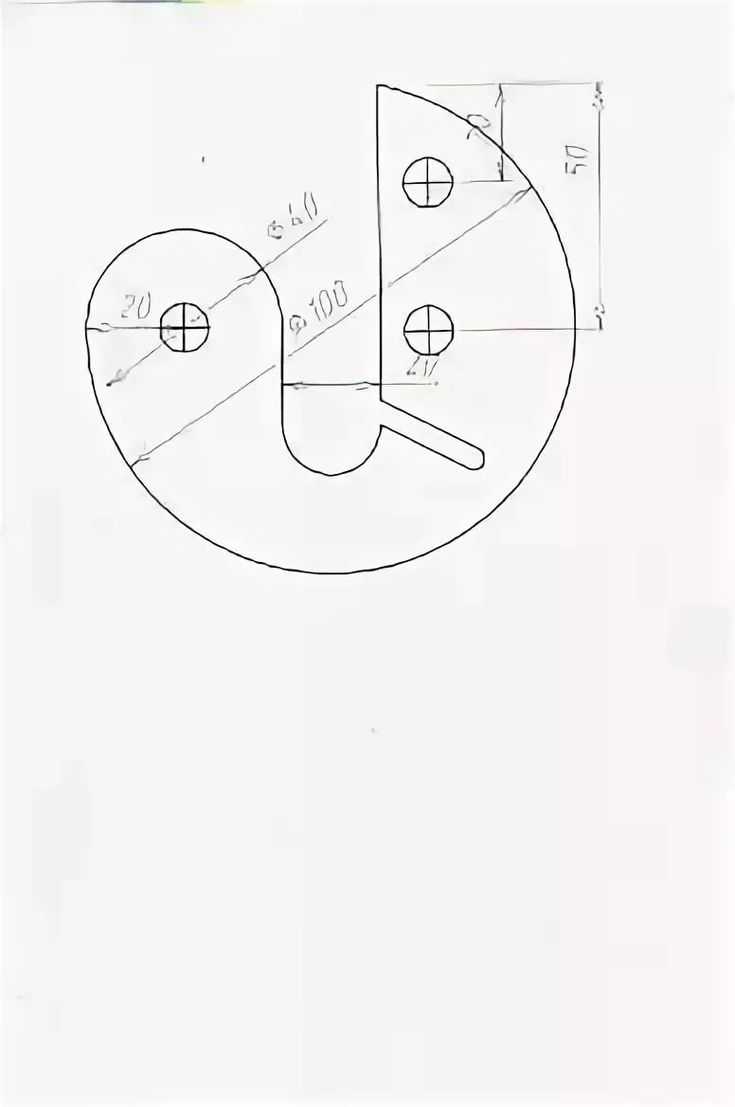
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

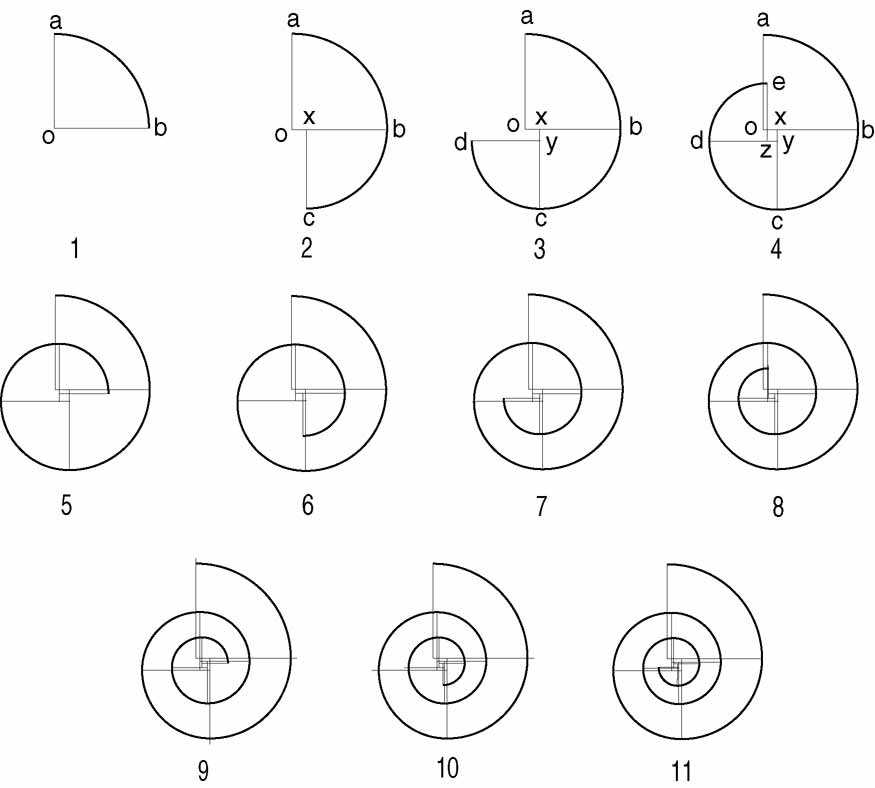
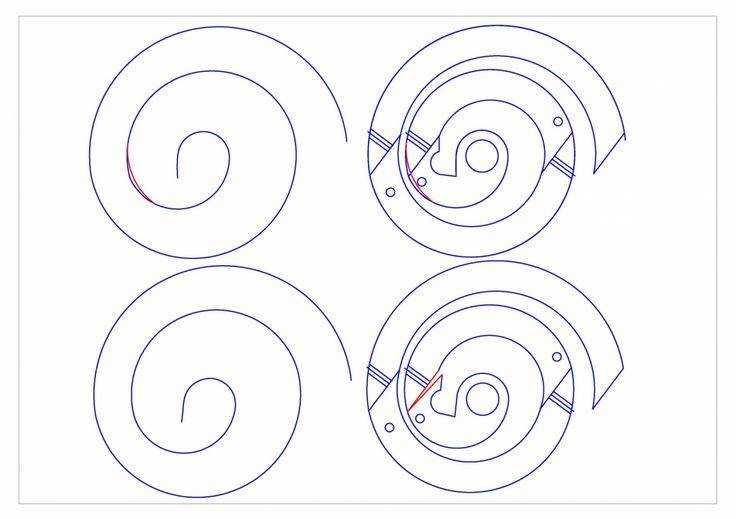
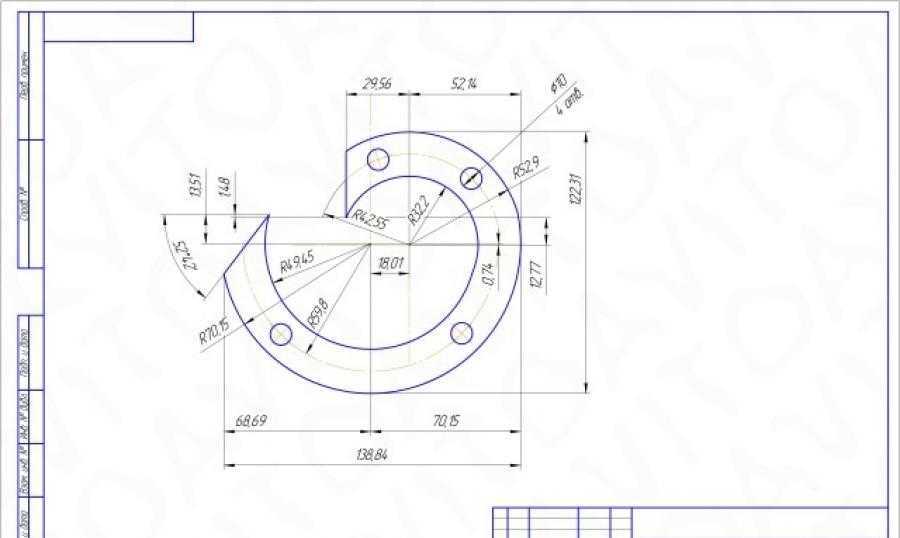
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Источник
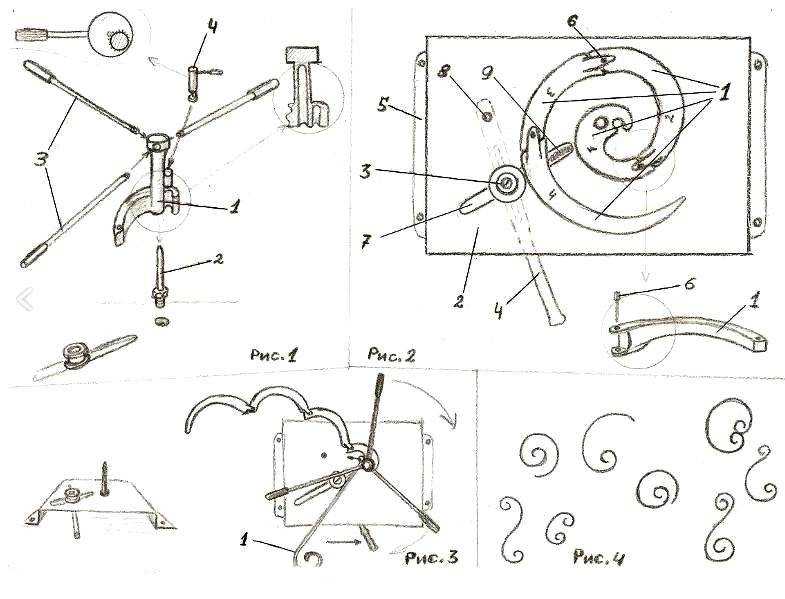
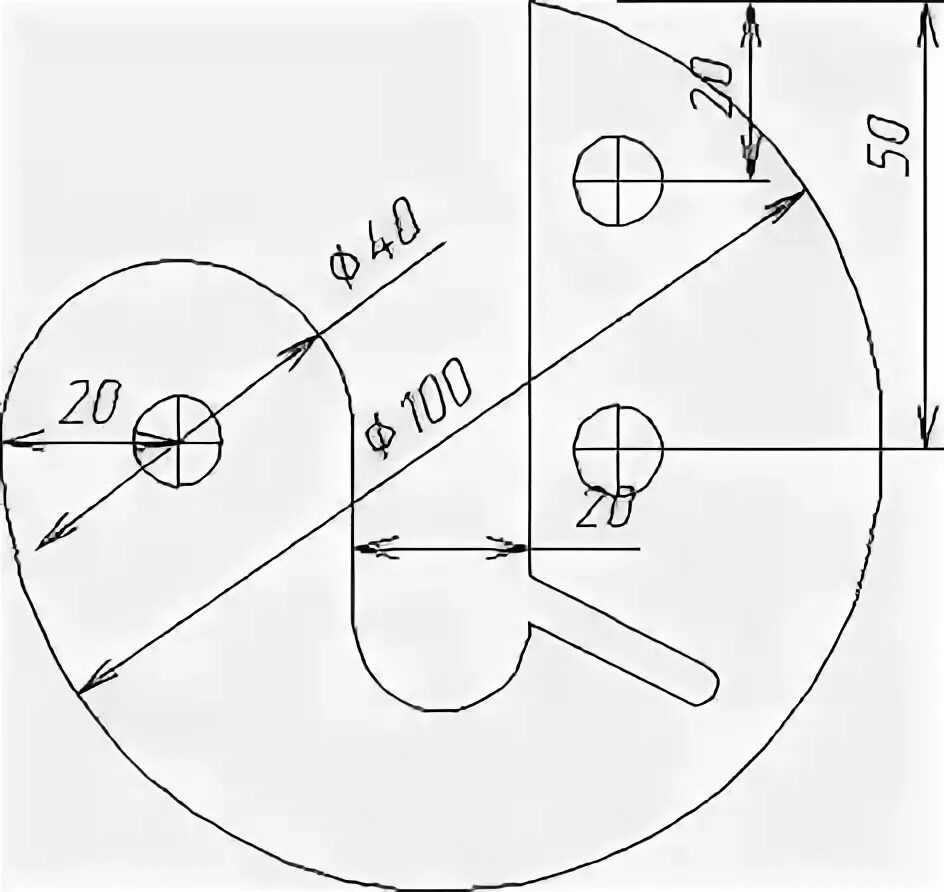
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.