

Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива,
- тепловая мощность горелки,
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые,
- пропановые,
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см,
- средняя: до 20 см,
- большая: до 30 см,
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Несовместимость кислорода и пропана: последствия и риски
Когда кислород и пропан находятся рядом, они могут реагировать с образованием высоко взрывчатых смесей. Такая смесь может быть вызвана даже небольшим протеканием газов или наличием пыли или грязи в районе их хранения. При возникновении искры или другого источника воспламенения, такая смесь может сразу взорваться и привести к серьезным последствиям.
Чтобы предотвратить риски, связанные с перевозкой кислорода и пропана, существуют четкие правила безопасности. Газы должны быть храниться и перевозиться в соответствии с требованиями специальных контейнеров и упаковок. Запрещено хранить и перевозить кислород и пропан вместе одновременно.
Кроме того, необходимо убедиться в надлежащем состоянии оборудования для хранения и транспортировки газов, таких как цилиндры и баллоны. Любые повреждения или утечки должны быть немедленно обнаружены и устранены.
| Последствия | Риски |
|---|---|
| Сильные взрывы и пожары | Немедленная опасность для жизни и здоровья |
| Травмы и ожоги | Возможные разрушения инфраструктуры |
| Потеря имущества | Загрязнение окружающей среды |
| Последующие риски здоровью |
В случае обнаружения утечки кислорода или пропана необходимо сразу же прекратить любую работу вблизи их источника и предпринять неотложные меры по устранению утечки и эвакуации людей.
Правильное хранение и перевозка кислорода и пропана являются основными мерами безопасности для предотвращения его несанкционированного использования и опасных инцидентов. Правильное соблюдение этих мер позволяет снизить риски, связанные с хранением и перевозкой этих газов и обеспечить безопасность персонала и окружающей среды.
Газовый резак своими руками
Предлагается вариант компактного и простого, но достаточно эффективного газового резака. Он с лёгкостью плавит и режет медные провода и за короткое время (секунды) раскаляет листовой металл. На этом примере можно понять принцип построения более мощного самодельного гаджета и, при остром желании, создать его.
Для его изготовления потребуются:
- две большие медицинские капельницы;
- игла для накачивания мячей (волейбольных/футбольных);
- аквариумный компрессор. Возможна замена пластиковой двухлитровой бутылкой;
- баллон для заправки газовых зажигалок пропаном;
- медная проволока;
- укомплектованный (подставка с ванночками, припой, флюс и т. п.) паяльник;
- термо-пистолет (термо-клей);
- съемный сосок для автомобильной камеры;
- тонкий надфиль или мелкозернистый наждачный камень.
Принцип действия аппарата, после прочтения статьи, будет интуитивно понятен из рисунка.

Газовый резак своими руками. Ист. http://www.lifetweaks.ru/dlya-avtolyubitelya/gazovyj-mini-rezak-svoimi-rukami/.
В большой игле делаем отверстие (надрез) и пропускаем через него изогнутую медицинскую (острый её кончик стачиваем). Это место для герметизации заматываем медной проволокой и запаиваем (уже напоминает газовую горелку?). Осталось обеспечить подачу воздуха от компрессора и пропана от баллона. Зажимы-ограничители на трубках капельницы будут осуществлять регулировку пламени резака. Остальное предлагаем вам продумать самостоятельно и у вас получится газовый резак своими руками.
Внимание! Будьте осторожны при работе с огнеопасными веществами. С газом работайте только в хорошо проветриваемом помещении и вдали от открытого огня.
Работа с газовым оборудованием требует большой ответственности
Рекомендуем делать «первые шаги» с оборудованием заводского изготовления под контролем опытных специалистов. Это не только поможет вам избежать многих ошибок, но может и здоровье сберечь, а то – и жизнь. Горючий газ (любой из вышеперечисленных) – это очень взрывоопасная субстанция. Поэтому, если у вас нет навыков работы в газовом хозяйстве, то лучше с самоделками не экспериментировать.
Работа с газовым оборудованием требует большой ответственности. Рекомендуем делать «первые шаги» с оборудованием заводского изготовления под контролем опытных специалистов. Это не только поможет вам избежать многих ошибок, но может и здоровье сберечь, а то – и жизнь. Горючий газ (любой из вышеперечисленных) – это очень взрывоопасная субстанция. Поэтому, если у вас нет навыков работы в газовом хозяйстве, то лучше с самоделками не экспериментировать.
Регулировка пламени и работа с горелкой
Когда горелка настроена и готова к использованию, необходимо ознакомиться с процессом регулировки пламени и основными моментами работы с горелкой.
Во-первых, перед началом работы с горелкой необходимо проверить наличие достаточного количества пропана и кислорода в баллонах. При необходимости замените пустой баллон на полный.
Для регулировки пламени на горелке обычно предусмотрены ручки или вентили для открытия и закрытия потока газов. Они могут быть расположены на блоке смесителя газов или на самой горелке.
Перед включением горелки необходимо проверить, что ручки регулировки пламени находятся в полностью закрытом положении.
Чтобы включить горелку, сначала откройте кран пропана на баллоне. Затем откройте кран кислорода на баллоне
Обратите внимание на индикаторы давления газов на манометрах. Они должны показывать нормальное давление для работы горелки
Перед использованием горелки рекомендуется проверить наличие утечек газов. Для этого можно применить специальное мыльное решение, нанесенное на соединения и штуцеры горелки. Если образуются пузырьки, значит присутствует утечка газа. В этом случае необходимо немедленно закрыть краны газов и устранить утечку перед тем, как продолжить работу.
После проверки на утечки газов можно перейти к регулировке пламени. Для этого медленно откройте ручку регулировки пропана и кислорода, до тех пор пока не достигнете желаемого размера пламени. Обычно пламя должно быть синего цвета, без видимых желтых или оранжевых оттенков, что говорит о правильной смеси газов.
Когда работа с горелкой закончена, сначала закройте краны пропана и кислорода на баллонах. После этого можно производить дополнительную безопасностьную проверку наличия утечек газа.










Не забывайте о правилах пожарной безопасности и соблюдайте все рекомендации по работе с пропан-кислородной горелкой. Тщательно следите за состоянием баллонов и регулярно производите их проверку и обслуживание.
Установка редуктора и регулятора давления
Установка редуктора и регулятора давления является важным шагом при настройке пропан-кислородной горелки. Эти устройства предназначены для поддержания стабильного давления газов, что необходимо для безопасного и эффективного использования горелки.
Вот пошаговая инструкция по установке редуктора и регулятора давления:
- Сначала убедитесь, что горелка отключена и все краны газов закрыты.
- Найдите место на газовом баллоне, где будет установлен редуктор. Обычно это верхняя часть баллона, где есть специальное отверстие или резьба для крепления редуктора.
- При необходимости удалите защитную крышку или заглушку с отверстия на баллоне.
- Вставьте резьбовую часть редуктора в отверстие на баллоне и аккуратно закрепите его, вращая по часовой стрелке.
- Убедитесь, что редуктор плотно прилегает к баллону и не допускает утечки газа.
- Подсоедините газовый шланг к выходному отверстию редуктора. Обычно шланг имеет определенный диаметр и резьбу, соответствующие резьбе на редукторе.
- Закрепите газовый шланг с помощью зажимов или плоскогубцев для обеспечения надежной фиксации.
- Найдите место на горелке, где будет установлен регулятор давления. Обычно это место с резьбой или отверстием для крепления регулятора.
- Вставьте резьбовую часть регулятора в отверстие на горелке и аккуратно закрепите его, вращая по часовой стрелке.
- Убедитесь, что регулятор плотно прилегает к горелке и не допускает утечки газа.
- Подсоедините другой конец газового шланга к входному отверстию регулятора.
- Закрепите газовый шланг с помощью зажимов или плоскогубцев для обеспечения надежной фиксации.
После установки редуктора и регулятора давления убедитесь, что все соединения плотно закреплены и не допускают утечки газа. Перед использованием горелки проведите проверку на наличие утечек, нанеся мыльный раствор на соединения и проверив, нет ли образования пузырей.
Не забывайте соблюдать меры безопасности при работе с пропан-кислородной горелкой, такие как ношение защитных очков и перчаток, работа в хорошо проветриваемом помещении и избегание возможных источников воспламенения.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
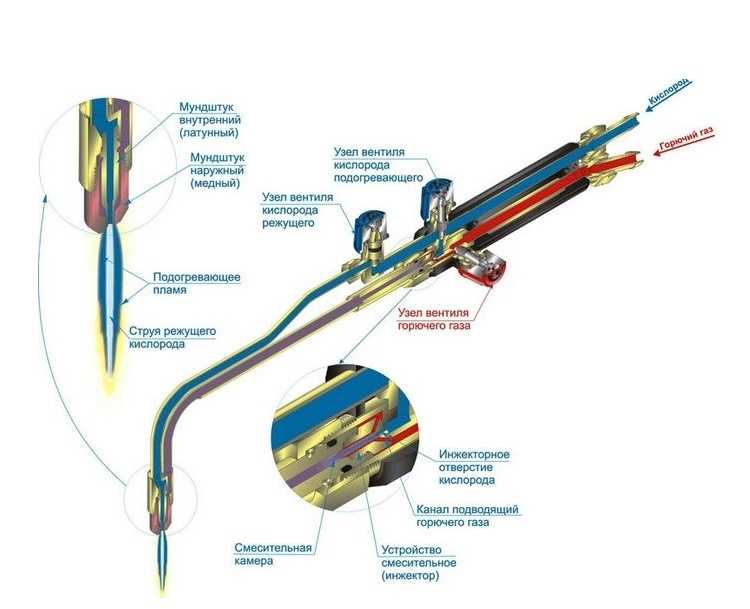
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
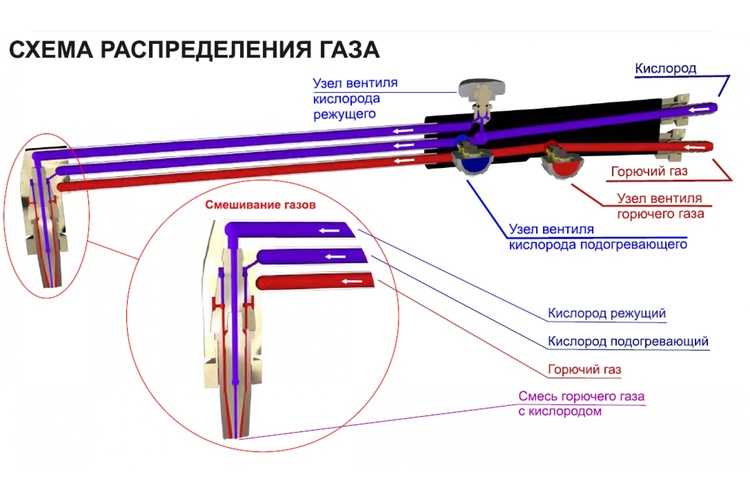
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
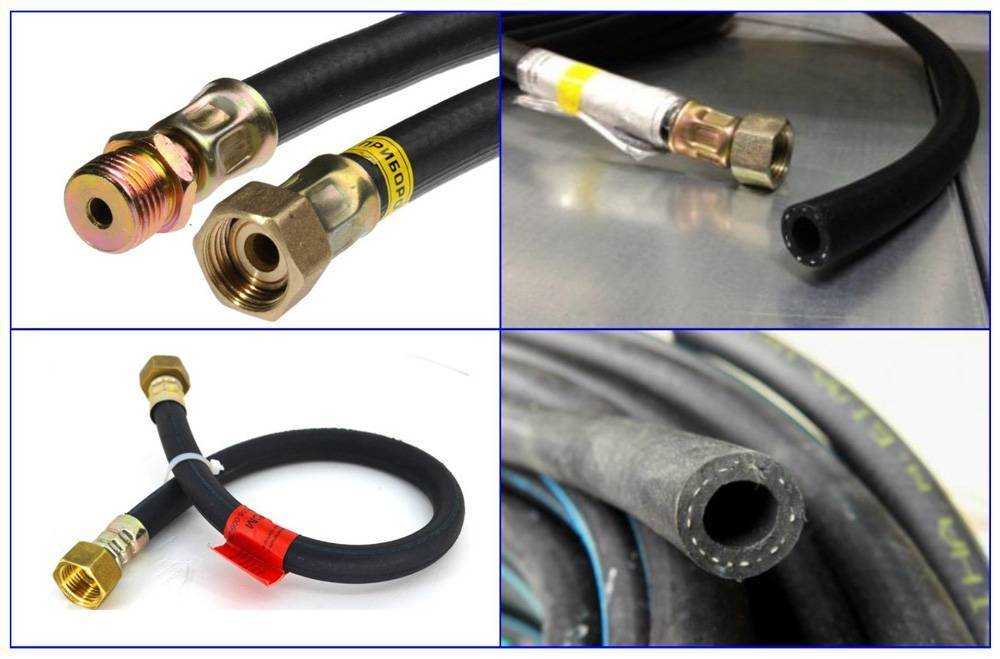
Цвета газовых рукавов
В зависимости от назначения и области применения кислородные шланги имеют различные цвета.
- Красный цвет рукава свидетельствует о том, что изделие относиться к I классу, и предназначено для подачи ацетилена, городского газа, пропана или бутана
- Желтый – шланги II класса, для подачи жидких видов топлива
- Синий — изделия III класса для подачи кислорода.
- Допускается черный цвет наружной поверхности кислородного рукава, при этом обозначение класса изделия наносится в виде двух цветных полос.

Шланг кислородный 9 мм, цена за метр
Кислородный шланг 9 мм может использоваться для следующих целей:
- в качестве рукава для газорезного оборудования;
- в аппаратах для ацетиленовой сварки металла;
- для аргоно-дуговой сварки;
- в полуавтоматах, для подачи газа в зону работ;
- в газовоздушных горелках;
- для бензокеросиновой резки.
Поскольку шланг очень прочный, его можно без колебаний использовать во многих местах, в том числе в качестве топливопровода для автомобилей. Цена девятимиллиметрового шланга составляет около 40-80 рублей за погонный метр. Опять же, многое зависит от размера партии, поставщика и производителя.
При выборе качественной трубы следует отдавать предпочтение морозостойкому варианту, который не теряет своих свойств при температуре д о-40°C. Для газосварочного оборудования используемые трубы должны быть гибкими, не разбухать, не расслаиваться и не трескаться. Общий диаметр при сгибании не должен уменьшаться более чем на 10%.

Кислородный шланг 12 мм
Кислородные шланги 12 мм используются не только для транспортировки газа в установках для сжигания металла, но и в других промышленных и бытовых установках, где требуется транспортировка газов или жидкостей. Максимальное давление составляет до 2 МПа. Шланги используются для транспортировки воздуха, ацетилена или других газов под давлением. Кроме того, кислородные шланги могут использоваться в медицинском оборудовании (системах жизнеобеспечения) и для подачи дыхательных смесей в специальных костюмах различного назначения.
Стоимость шланга диаметром 12 мм составляет от 65 до 100 рублей за метр. Шланги отличаются многослойной конструкцией. Внутренний и внешний слои изготовлены из резины, промежуточный слой является армирующим и в зависимости от назначения и производителя изготавливается из хлопчатобумажных или синтетических волокон. Основным материалом является натуральный или синтетический каучук, в который добавляются модификаторы для изменения технических свойств в зависимости от внешней среды, в которой будет использоваться кислородный шланг. Внешний слой специально улучшен для повышения устойчивости к внешним воздействиям и истиранию, а также для противостояния вредному воздействию ультрафиолетового излучения.

Если шланг хранится, транспортируется и используется в указанных условиях, производители предоставляют гарантию на кислородные шланги. Для цветовой маркировки шлангов используются цветные полосы, при этом внешний слой шланга должен быть черным. Для обеспечения надежной и устойчивой к истиранию идентификации также используется тисненая или другая маркировка. Маркировка содержит информацию о производителе, дате производства и параметрах качества продукта.
Маркировка рукава
Рукав маркируется. На каждой бухте по всей длине, наносится методом тиснения, или несмываемой краской, соответствующая информация: наименование или товарный знак предприятия-изготовителя,
- класс изделия,
- обозначение внутреннего диаметра, дату изготовления (месяц и две последние цифры года),
- величину расчетного давления,
- обозначение ГОСТ 9356-75.
Гарантийные обязательства производителя
Производитель гарантирует соответствие газовых рукавов требованиям государственного стандарта при соблюдении условий транспортировки и хранения Гарантийный срок хранения рукавов составляет два года с момента их изготовления. Гарантийный срок эксплуатации, при условии правильного монтажа и эксплуатации изделий, находится в пределах гарантийного срока хранения и составляет один год.
Несколько советов как сэкономить при выборе газового рукава
На сегодняшний день рукав газовый производится многими предприятиями на территории России, ближнего и дальнего зарубежья.
Если вы решили купить рукав газовый, тогда вам необходимо обратить внимание на следующее:
Цена рукава зависит не только от качества изготовления, но и от логистики его попадания на склад продавца. Не всегда дорогой рукав означает лучшее качество. Для газовой сварки, пайки, или резки металла не большой толщины (до 100мм) вам подойдет рукав внутренним диаметром 6.3мм, его пропускной способности вполне хватит на один сварочный пост. Таким образом, вы экономите 20-25% финансов в сравнении с покупкой рукава 9мм. При этом нужно учитывать, что рукав 6,3мм легче рукава 9мм и при работе с ним, вы потратите меньше физических усилий. Потери газа при большой длине в рукаве диаметром 6мм то же меньше. Если цвет рукава для вас не принципиален или не оговорен в регламентирующих документах, вы сможете купить рукав черный, сэкономив на этом еще несколько процентов. Для сварочного или газового поста обычно используют бухты рукава, длиной не менее 40 метров.










При металлообработке не пренебрегайте техникой безопасности, позаботьтесь о приобретении клапанов для предотвращения обратного удара, средств индивидуальной защиты. Пользуйтесь только проверенным и сертифицированным оборудованием, это поможет вам избежать проблем при возникновении возможных нештатных ситуаций.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Технические характеристики
Кислородные шланги делятся на 3 типа:
- поставка бутана и ацетилена (давление 0,64 Мпа);
- поставка бензина;
- поставка кислорода (давление до 2,1 Мпа).
На этикетку изделия наносится информация, раскрывающая технические характеристики соответствующего изделия.
- назначение;
- диаметр сечения;
- при каком давлении может работать.
Если шланг может использоваться при высоких минусовых температурах, он всегда имеет маркировку «XL». Шланги также могут поставляться в разных цветах. Красный цвет — это устройство, которое может транспортировать газ с давлением 0,64 МПа. Наиболее часто используемый синий шланг имеет радиус поперечного сечения девять миллиметров.
Существуют также изделия черного и желтого цвета. Если цвет изделия черный (ГОСТ 9357), то в таком шланге прописываются две полоски того же цвета, что и само изделие.
Шланг для газовой сварки монтируется на специальных катушках и покрывается пленкой ПВХ. Изделия хранятся на складах в сухих помещениях. Высота катушки может достигать 1,55 м. Следует избегать воздействия солнечных лучей. Катушки также следует держать подальше от нагревательных приборов.
Материал не должен контактировать с агрессивными веществами:
- кислоты;
- щелочи;
- горюче-смазочные материалы.
Размеры
Внутренний диаметр изделия может измениться:
Шланг всегда проверяется на прочность и герметичность, а также на разрывную нагрузку. Материал должен быть устойчив к воздействию агрессивных веществ, таких как ацетилен или бензин. Изделия второго типа проверяются особенно тщательно.
Розетки по ГОСТу формируются в соответствии с сокращенной маркировкой и правилами транспортировки шлангов. Приведенные ниже примеры могут служить ориентиром:
- если материал выдерживает давление 0,64 Мпа (6,4 кгс/см2), то сечение должно быть 6,31мм внутри, снаружи – 13,1 мм;
- при транспортировке кислорода с давлением 2,1 Мпа (20,1 кгс/см2), сечение внутри рукава будет 8,1 мм, а внешнее сечение – 16,1 мм.
Существуют также изделия, выдерживающие давление до 4 МПа (40,1 кгс/см2). В этом случае внутреннее сечение составляет 6,31 мм, а наружный диаметр — 16,1 мм.
Материалы изготовления
ГОСТ 9358 предусматривает изготовление кислородных трубок из определенного материала, к которому относятся:
- тканевое покрытие;
- резиновое покрытие;
- усилительный каркас.
Шланги, используемые при сварке, должны быть испытаны и проверены, они должны быть герметичными и выдерживать заданное давление. Обычно запас прочности таких шлангов составляет коэффициент 3,5
Не менее важно, чтобы изделия имели хороший коэффициент нагрузки. Давление нарастает в местах соединения трубы и ниппеля, поэтому эти соединения должны быть очень тщательно армированы
Стоимость трубной продукции составляет от 45 до 78 рублей за погонный метр.
Поверхностная и фигурная резка

не только одно пламя резака
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Использование резака
Правила для общего использования:
- Совершать работу с резаком следует в специальной маске (либо в специализированных очках).
- Следует предварительно надевать перчатки и рабочую одежду с огнеупорными (то есть негорючими свойствами).
- Пламя автогена обязано смотреть в сторону по отношению к подводящим шлангам, а шланги не должны отрицательно влиять на работу всего резчика.
- Баллоны совместно с газом стоит помещать на расстоянии не ближе пяти метров к рабочему месту. Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
После долгого перерыва либо во время совершения первого запуска нового инжекторного резака стоит хорошо убедиться в том, что такие каналы будут полностью чистыми и кислород внутри инжектора сможет создать нужный уровень для разрежения подсоса горючего газа.
С самого начала во время закрытия вентилей на самом резаке и на баллонах с резаками следует снять шланг совместно с пропаном. После на баллоне с кислородом стоит установить особое рабочее деление, а также открыть на резаке вентиль, этот вентиль начнёт активно подогревать кислород и газ. Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
Виды трубок для газовых магистралей
Трубки ГБО могут различаться по материалу:
- Стальные. Используют только для ГБО на метане. Они обязательно выполнены бесшовным методом и выдержать многократное растяжение под высоким давлением. Имеют диаметр размером 6мм и 10 мм.
- Медные. Прочные, выдерживают до 300 атм., но имеют огромный минус в период эксплуатации. Медные трубки для газа со временем окисляются. Продукты окисления с потоком горючего забивают фильтр и цилиндры. Сокращается срок службы газовой системы. В процессе окисления изделий из меди внутренний просвет магистралей уменьшается, давление в магистрали падает, газовое оборудование начинает работать рывками. При выполнении диагностики ГБО с помощью адаптера и компьютера выясняется, что сбои в работе ДВС свидетельствуют о бедной топливной смеси.
- Пластмассовые. Всё чаще применяются при монтаже ГБО. По стоимости термопластиковая трубка в несколько раз дешевле медной. Не ржавеет, не вступают во взаимодействие с пропан-бутаном, продуктами нефтепереработки.
Трубки для ГБО различаются по своему назначению, их следует выбирать целенаправленно для газа. При монтаже длину трубок стараются делать минимальной.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует  подготовить необходимое оборудование:
подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука
Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5
Техника безопасности
Газовую трубу можно подключить самостоятельно, не имея никаких навыков в данной сфере. Главное – придерживаться некоторых правил.









- Шланг должен быть достаточной длины. Стыки недопустимы.
- Плита должна располагаться так, чтобы её можно было легко осмотреть, не разворачивая и не отсоединяя.
- Газовые шланги запрещено красить, в противном случае они быстро потрескаются и не прослужат долго.
- Все компоненты должны быть стандартных размеров и полностью соответствовать государственным стандартам.
- Учтите, что стандартные шланги неустойчивы к воздействиям высоких температур и не выдерживают скручивания.
О том, чем опасен газовый сильфонный шланг, смотрите в следующем видео.
Let’s block ads! (Why?)
На что нужно обращать внимание
При выборе рукавов для проведения сварки, а также резки газом, первоочередным показателем должна быть не цена изделия, а его полное соответствие установленным стандартам и нормам ГОСТ.
Вообще в соответствии с принятым стандартом и рекомендованными нормами, основу резинового шланга должен составлять нитяной каркас.
Данные изделия должны иметь крепления к баллонам и используемым в газовой сварке горелкам.
Также рукава должны быть приспособлены не только для работы с высоким давлением, но и в сложных внешних условиях при низких и, наоборот, высоких температурах.
Следует обращать внимание и на класс данного типа изделий. Так, изделия первого класса предназначены для работы с ацетиленом и другими типами газов. Для подачи жидких видов топлива используют изделия второго класса
Для подачи жидких видов топлива используют изделия второго класса.
Кислород под давлением подается рукавами третьего класса. Кроме этого, следует учитывать, что рукава могут иметь и различную длину, которая также стандартизируется.
Особое внимание при выборе рукавов для выполнения газовой сварки, а также резки различных типов металлов, играет их соответствие техническим требованиям. Нитяной каркас в свою очередь может производиться из хлопчатобумажного волокна, а также из химических волокон, обработанных специальной пропиткой. Нитяной каркас в свою очередь может производиться из хлопчатобумажного волокна, а также из химических волокон, обработанных специальной пропиткой
Нитяной каркас в свою очередь может производиться из хлопчатобумажного волокна, а также из химических волокон, обработанных специальной пропиткой.
В некоторых отдельных случаях можно встретить рукава, выполненные в одном цвете – черном. Данные шланги считаются универсальными и подходят для работы с различными смесями и газами под высоким давлением.
Выбирая рукава, следует учитывать и климатические особенности своего региона, так как есть специальные изделия, приспособленные под низкие или, наоборот, высокие температуры. Цена на них тоже варьируется в широком диапазоне.
Следует ознакомиться и с запасом прочности, который должен в несколько раз превосходить рабочее гидравлическое давление. Изделия данного класса также должны обладать определенной гибкостью.