

Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
|
SU351676A1 * |
Ивано Франковский институт нефти , газг | Головка для зачистки концов тру | ||
|
SU386752A1 * |
1970-02-26 | 1973-06-21 | Всесоюзный научно исследовательский институт монтажным , специальным строительным работам | Способ снятия фасок |
|
SU541648A1 * |
1974-12-02 | 1977-01-05 | Специальное конструкторское бюро «Газстроймашина» | Устройство дл шлифовани торцов деталей |
|
SU942893A1 * |
1980-12-30 | 1982-07-15 | Специальное Конструкторское Бюро «Мосстрой» Главного Управления По Жилищному И Гражданскому Строительству В Г.Москве | Приспособление дл сн ти фасок |
|
CN107971855A * |
2017-11-15 | 2018-05-01 | 自贡市巨光硬面材料科技有限公司 | 管件端面自动磨削加工装置 |
|
CN209175439U * |
2018-12-08 | 2019-07-30 | 山东莱德机械有限公司 | 沟槽管件毛边去除装置 |
Особенности эксплуатации приспособлений
Такие механизмы применяют на промышленных предприятиях и на мелких серийных производствах.
Отдельно следует остановиться на удобстве использования данной линейки оборудования. Вес фаскоснимателей зачастую не больше двадцати килограмм. В ходе использования приспособление придерживается собственным весом, или располагается в руках у мастера и является ручным приспособлением.
Устройства для металлических труб дает возможность выполнять отделку торцевой части при небольших физических усилиях. Такие агрегаты являются очень удобными в использовании при отделке трубопрокатного сортамента. Не менее удобные фаскосниматели при обработке и листового материала.
Видео
RIDGID B-500 Переносной фаскосниматель для труб
Инструментом резки в данной ситуации является фреза для торцевания. В ней расположены несколько пластин для резки. Отделка кромочного участка материала производится посредством встречной фрезировки. Износ пластин для резки приходит после отделки 150 погонных метров изделий. Как правило, кромка обрабатывается за один проход.
Преимущества приспособлений
-
Простота действий по управлению.
- Мобильность.
- Эргономичность.
- Возможности торцевания и образование очень широкой фаски.
- Возможность обработать торцевые участки стальных труб больших объемов.
- Легкое управление.
- Простота и скорость регулирования настроек работы. Сюда входит размер угла и глубина среза.
- Большой диапазон работы (от 0 до 60 градусов) и плавная регулировка.
- Простота процесса обеспечивается многоблочной фрезой с твердосплавными пластинами.
- Возможность быстро и легко сменить пластины. При этом не нужно применять специальные инструменты и иметь для этого специальный опыт.
К сказанному необходимо добавить, что при работе современных фаскосрезающих машин не возникает много шума и выхода вредных веществ в окружающую среду. Также при этом не меняется структура и химический состав трубопрокатного сортамента.
Видео
Ручной фаскосниматель BM 16
Шероховатость поверхностной части материала после обработки чем-то напоминает строганную или фрезеровальную. Для дальнейших сварных работ это подходит идеально, но в декоративных оформлениях, разумеется, использовать ее не получится.
Распространенные производители
Самыми распространенными производителями инструментов для металлических труб являются США и Германия. Это следующие фирмы:
- «Rems».
- «Reed»
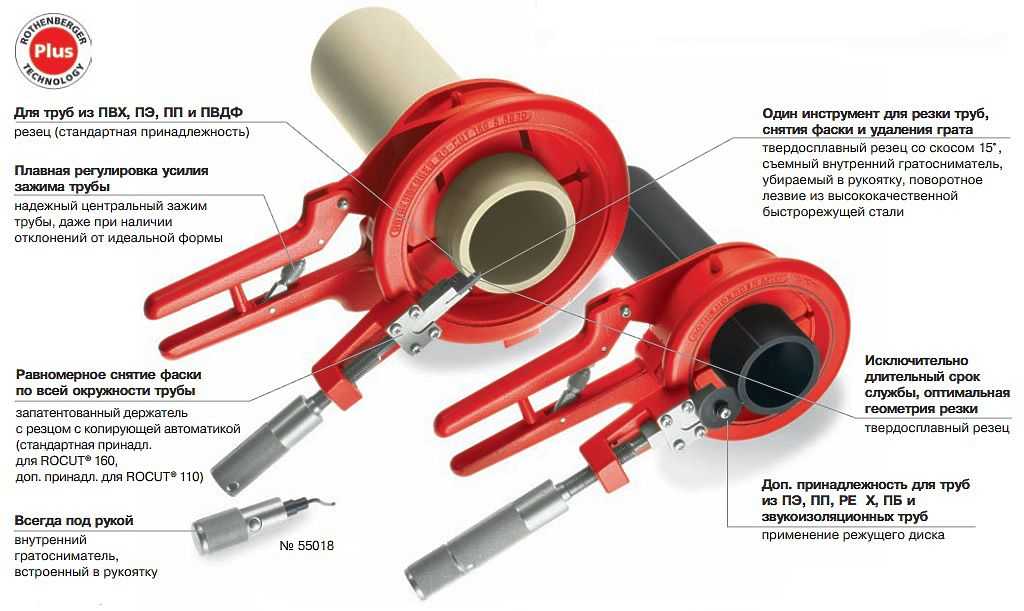
- «Rothenberger».
- «Ridgid».
Эти фирмы имеют своих представителей и организации, которые представляют их интересы. Также продажей фаскоснимателей для металлических труб занимаются заводы производители и официальные дилеры у нас в стране.

Реализацию выполняют со специально обустроенных складских помещений. Также выбор нужного инструмента можно совершить по каталогу, где очень удобно размещена вся нужная информация.
Здесь есть информация о детальных технических характеристиках каждого товара, указывается страна изготовитель и располагается фотография приспособления.
Базы технологии
При стыковой сварке фиксация торцов труб из целофана происходит опосля их размягчения под действием нагревательного элемента сварочного оборудования. В итоге таковой сварки ПНД труб появляется крепкий шов, совпадающий по техническим характеристикам с остальной поверхностью полиэтиленовых труб.
В отличие от сварки труб ПНД при помощи муфт соединение частей коммуникаций стыковой сваркой можно использовать для фиксации деталей из целофана одной марки. Для получения высококачественного шва при монтаже коммуникаций сварку ПНД труб проводят при температуре от -15 °C до +45 °C, буквально соблюдая технологию.
Особенности неразъемных методов соединения
Неразъемные соединения делятся в зависимости от используемой методики:
- «в раструб». Для его осуществления необходимо соединить раструб с резиновым кольцом и гладкий конец трубы, предварительно очистив и обезжирив поверхности. Обязательно снимите фаску с гладкого конца. Соединяющиеся поверхности тщательно смажьте силиконовой смазкой и проследите за тем, чтобы совпала их продольная ось. Гладкий конец необходимо вставить в раструб. Не задвигайте трубу дальше монтажной метки;
- с помощью сварки: в раструб и встык. При использовании первого метода оплавляется с помощью сварочного аппарата внутренняя часть раструба одной трубы и внешняя поверхность гладкого конца второй. При сварке встык необходимо оплавить концы, которые будут соединяться и непосредственно само место соединения. Для этого используется умеренное давление;
- путем склеивания. Понадобится специальный клей, которым смазываются соединяющиеся концы. Выбор клея зависит от материала труб. Металлические и пластмассовые образцы требуют БФ-2, полимерные и металлические – эпоксидный, резиновые и металлические – 88Н.
Коротко о системе водоотведения
Устройство канализации – это описание всех составных частей и принцип функционирования системы в целом и по отдельным узлам. Подразделяется:
- Внутренняя, – располагается в здании.
- Наружная, – прокладывается вне построек.
Внутренняя
Устройство внутренней канализации:
- Сантехнические приборы (источники образования грязной воды): унитаз, биде, умывальник (кухонная мойка), ванна (душевая кабина), стиральная и посудомоечная машина.
- Сифоны и элементы соединения (переходные муфты).
- Отводящие трубы Ø 30–50мм. Для унитаза 100мм.
- Переходные элементы: фитинги и муфты, обратный клапан, ревизия.
- Главный стояк – элемент, собирающий в одну канализационную трубу, стоки от всех источников. Диаметр коллектора не должен быть меньше 100мм.
Монтаж системы канализации внутри помещения регламентируется нормативными документами: СНиП (Санитарные Нормы и Правила) 3.05.01–85 «Внутренние санитарно–технические системы».
Наружная
Внешняя система включает в себя:
- Сточную магистраль из труб Ø 100–200мм (для индивидуального жилья).
- Переливные (смотровые) колодцы.
- Муфты, фитинги.
- Приёмник стоков (выгребная яма, септик, станция биоочистки).
Установка канализации вне здания регламентируется СНиП 2.04.03–85 «Канализация. Наружные сети и сооружения».
Выбор инструментов
Для изготовления простого фаскоснимателя для ПВХ труб вам понадобятся следующие инструменты:
- Рулетка или линейка — для измерения размеров трубы;
- Пластиковая трубка — должна иметь внутренний диаметр, соответствующий диаметру ПВХ трубы;
- Нож для резки — можно использовать обычный нож или нож с острым лезвием;
- Песочная бумага или наждачная шкурка — для обработки края фаски;
- Ручка для ручной фаскосрезки труб — опционально, если вы предпочитаете работать с готовыми инструментами;
- Тиски — для фиксации трубы;
- Приспособление для зажима трубы — если вы не планируете использовать тиски.
При выборе инструментов обратите внимание на их качество и надежность. Режущие инструменты должны быть острыми, чтобы сделать ровные и аккуратные фаски
Также учитывайте диаметр и материал трубы, для которой вы собираетесь сделать фаскосниматель. Используйте инструменты, которые будут наиболее удобны для вас в работе, чтобы сделать фаски с минимальными усилиями.
Необходимые материалы
Для изготовления самого простого фаскоснимателя для ПВХ труб вам понадобятся следующие материалы:
| 1. | Одна деревянная доска размером 30×10 см, толщиной 2 см. |
| 2. | Деревянная линейка длиной 30 см с метрической шкалой. |
| 3. | Деревянная линейка длиной 15 см. |
| 4. | Клей ПВА. |
| 5. | Ножовка по дереву. |
| 6. | Наждачная бумага. |
Все необходимые материалы можно приобрести в строительном магазине или использовать уже имеющиеся в вашем доме инструменты.
Подготовка инструментов
Прежде чем приступить к изготовлению простого фаскоснимателя для ПВХ труб, вам понадобятся следующие инструменты:
- Ножницы для металла. Они понадобятся для обрезки и подгонки частей, а также для удаления острых краев и борозд на изделии.
- Шуруповерт или отвертка. Эти инструменты используются для закрепления деталей с помощью саморезов или винтов. Размер и тип крепежных элементов зависит от выбранного дизайна фаскоснимателя.
- Отбойный молоток или молоток с плоскими головками. Такой инструмент необходим для склейки и выравнивания деталей фаскоснимателя, а также для придания изделию необходимой формы.
- Клещи. Они понадобятся для снятия оставшихся острых краев и улучшения внешнего вида фаскоснимателя.
- Линейка или измерительный инструмент. С помощью линейки или измерительного инструмента можно точно измерить и отрезать необходимые размеры деталей фаскоснимателя.
Обязательно проверьте наличие всех инструментов перед началом работы, чтобы избежать лишних прерываний и задержек. Убедитесь, что все инструменты находятся в исправном состоянии и готовы к использованию.
Подключение к вентилям, фильтрам и смесителям
От резьбовых соединений не уйти и владельцам полипропиленового водопровода. Как минимум при крепеже смесителей понадобится разводной, газовый или несколько рожковых ключей.

Мы всегда возвращаемся к основам
Накидные гайки обеспечивают герметичность специальными резиновыми прокладками; для смесителя же в ванной при монтаже на стену понадобится подмотка соединения. Лучше всего использовать обычный лен с добавкой любой быстросохнущей краски или олифы.
То же самое касается и соединения первого фитинга водопровода с вентилем или фильтром.
В противном случае его потом придется поворачивать обратно; после этого резьба под ним может потечь.
Вот, в принципе, и весь перечень инструментов. Как видите, ничего экзотического или запредельно дорогого он не содержит; большая часть инструментов найдется в каждом доме, где руки хозяина растут из адекватного места.








Фаскосниматели для чугунных и ПВХ труб изготавливаются ведущим европейским производителем строительного оборудования Exact Tools Oy. Предлагаемые нами станки объединяют широкую функциональность, помноженную на удобство и надёжность. В ООО «Роторика» вы можете купить следующую продукцию наших финских партнёров:
Exact PipeBevel 220 – электрический фаскосниматель для стальных и нержавеющих труб!
Фаскосниматель Exact PipeBevel 220 является компактным и быстрым в работе инструментом для снятия фаски под углом 30, 37.5 и 45 градусов на металлических трубах с большим диапазоном диаметров: от 25мм до 220мм.
Exact Bevel Disc – ручной фаскосниматель для ПВХ труб широкого диапазона диаметров!
Фаскосниматель Exact Bevel Disc предназначен для работы с трубами диаметром от 60 до 125 мм. Используется в комплексе с дрелями и позволяет создавать фаски под углом 15o. Инструмент отлично подходит для быстрого и точного снятия фаски на ПВХ трубах. Весь процесс занимает не более пары секунд.
Exact P400 System – универсальный труборез для труб из пластика с возможностью снятия фаски!
Если вы ищете станок, который разрезает трубы и снимает фаску, Exact P400 System – прекрасный выбор для решения ваших профессиональных задач! Станок одновременно режет и подготавливает ПВХ трубу к раструбному соединению. При необходимости каждый процесс реально выполнить отдельно.
Как купить фаскосниматели от ООО «Роторика»?
Свяжитесь с менеджерами нашего ближайшего филиала, и они подробно ответят на все вопросы или помогут выбрать оборудование Exact Tools Oy. Если в вашем городе нет официального представительства ООО «Роторика», напишите нам по электронной почте info@exact.su или позвоните в московский офис по телефону +7 (495) 788-71-78.
Подготовка труб
Нарезка по размеру
Трубы можно нарезать по размеру прямых участков будущего водопровода заранее, а можно просто отрезать по месту при монтаже.
Второй вариант, как правило, дает лучшие результаты. Для отрезки полипропиленовых водопроводных труб используются специальные ножницы, дающие идеально ровный срез.

Однако если их нет в хозяйстве, едва ли стоит покупать инструмент ради одноразового ремонта. Отрезать трубу с таким же успехом можно турбинкой или обычной ножовкой по металлу. Во втором случае придется, разумеется, аккуратно зачистить напильником неизбежные заусенцы.
Кроме того, срез не будет ровным, в то время как зафиксированную трубу легко отрезать строго под прямым углом к ее оси.
Снятие фасок
На трубах перед тем, как соединять их с фитингами, желательно снять фаски с наружной стороны. Зачем это нужно? Дело в том, что труба с оплавленной поверхностью должна вставляться в фитинг легко, без усилий и ни в коем случае не цепляясь краями.
Иначе она легко может деформироваться: материал-то в разогретом состоянии очень пластичен! Отсюда — плохо проваренное соединение и неровная, собранная гармошкой поверхность трубы внутри фитинга, что уменьшит проходимость водопровода.
Снять фаску можно обычным ножом.

Острый нож из хорошей стали всегда пригодится
Можно с таким же успехом обточить край трубы на наждаке или любом диске ручной турбинки. Это займет всего несколько секунд на каждый конец трубы.
Зачистка
Армированные трубы с алюминиевой армирующей пленкой нуждаются в зачистке, и вот здесь без специального инструмента уже не обойтись.
В зависимости от того, как расположена алюминиевая фольга — снаружи трубы или между слоями полипропилена — нам понадобится зачистка для полипропиленовых труб для наружной поверхности или торцеватель.
Впрочем, расходы на этот инструмент невелики: он не содержит сложной механики или большого количества дорогой инструментальной стали, а раз так — стоит буквально копейки.

Не забудьте: только для труб, армированных алюминием
Агрегаты для стыковой сварки
Оборудование для стыковой сварки может использоваться для труб разного диаметра. Для выполнения работы заготовки нужно закрепить в специальном держателе. Концы труб разогреваются при помощи нагревателя. После этого они соединяются друг с другом. Торцы изделий стоит плотно прижать до полного остывания шва.
Оборудование для стыковой сварки делится на следующие виды:
- ручное;
- механическое;
- гидравлическое.
Рассмотрим подробнее особенности каждого из них.
Ручные агрегаты
Ручной аппарат для сварки полиэтиленовых труб подходит для изделий с небольшим диаметром (4-12,5 см). Некоторые ручные сварочные агрегаты могут работать с заготовками шириной до 30 см. Это компактное, простое в использование оборудование подходит для эксплуатации в домашних условиях.
Стыковой ручной агрегат состоит из следующих составных частей:
- центратор, позволяющий выравнивать положение соединяемых деталей;
- для обрезки труб используется торцеватель;
- для плавления материала применяется нагревательная плита.
Механические приборы
Механический агрегат для стыковой сварки полиэтиленовых труб позволяет работать с элементами диаметром не более 25 см. Обычно с помощью таких труб выполняются напорные системы низкого давления.
Если подобный прибор для стыковой сварки будет использоваться для обустройства безнапорных инженерных коммуникаций, то диаметр труб может быть больше – до 31,5 см. Данные изделия могут применяться для сварки на месте прокладки или в специальных цехах.
Главные достоинства таких приборов, за которые они так ценятся, – это небольшой вес, что гарантирует мобильность изделия, и надёжная бесперебойная работа. У некоторых производителей такой сварочный аппарат выпускается с полезной дополнительной функцией – возможностью создания пластиковых отводов.
Гидравлическое оборудование
Стыковой сварочный агрегат данной разновидности имеет центратор, который укомплектован гидравлическим приводом. Благодаря такой конструкции прибор может соединять трубы любого диаметра (4-200 см). Однако большинство приборов рассчитаны на максимальный диаметр свариваемых труб, равный 1,6 м.
В свою очередь гидравлические агрегаты делятся на три вида по степени автоматизации:
- Ручные гидравлические приборы . Область использования такого оборудования – это прокладка трубопроводов среднего и низкого давления. Управление агрегатом и регулировка температуры плавления производятся вручную. Остальные параметры сварки необходимо выбирать и задавать по специальным сварочным таблицам. Данные приборы не имеют функции протоколирования.
- Полуавтоматические гидравлические устройства . Эти приборы со средним уровнем автоматизации чаще всего применяются для сваривания заготовок большого и среднего диаметра. Такое оборудование укомплектовано электронным блоком, снимающим температурные данные с нагревательной плиты и определяющим давление масла в приводном механизме. После сверки полученных данных с программой блок выводит на дисплее сигналы для оператора. Когда процесс сварки завершён, выдаётся протокол.
- Автоматические гидравлические агрегаты . Это современные высокотехнологичные приборы, у которых процесс сварки полностью автоматизирован и контролируется при помощи специального электронного модуля. Оператору достаточно лишь задать данные свариваемых труб – материал, диаметр и некоторые важные параметры, после чего прибор сам выбирает подходящий режим сварки с учётом температуры окружающего воздуха. По завершении процесса прибор выдаёт протокол сварки, в котором указываются все важные параметры.
Основные характеристики
Калибратор — это специальное устройство, которое выполняет три основные функции:
- калибровка;
- снятие фаски;
- корректировка формы торца трубы после разрезания и прочих операций.
Эти мероприятия позволяют подготовить металлопластиковые трубы к монтажу соединительных элементов. Для стыковки, как правило, используются обжимные фитинги или же пресс-модели.
На сегодняшний день можно встретить несколько видов этого устройства, которые используются для труб с разными показателями сечения
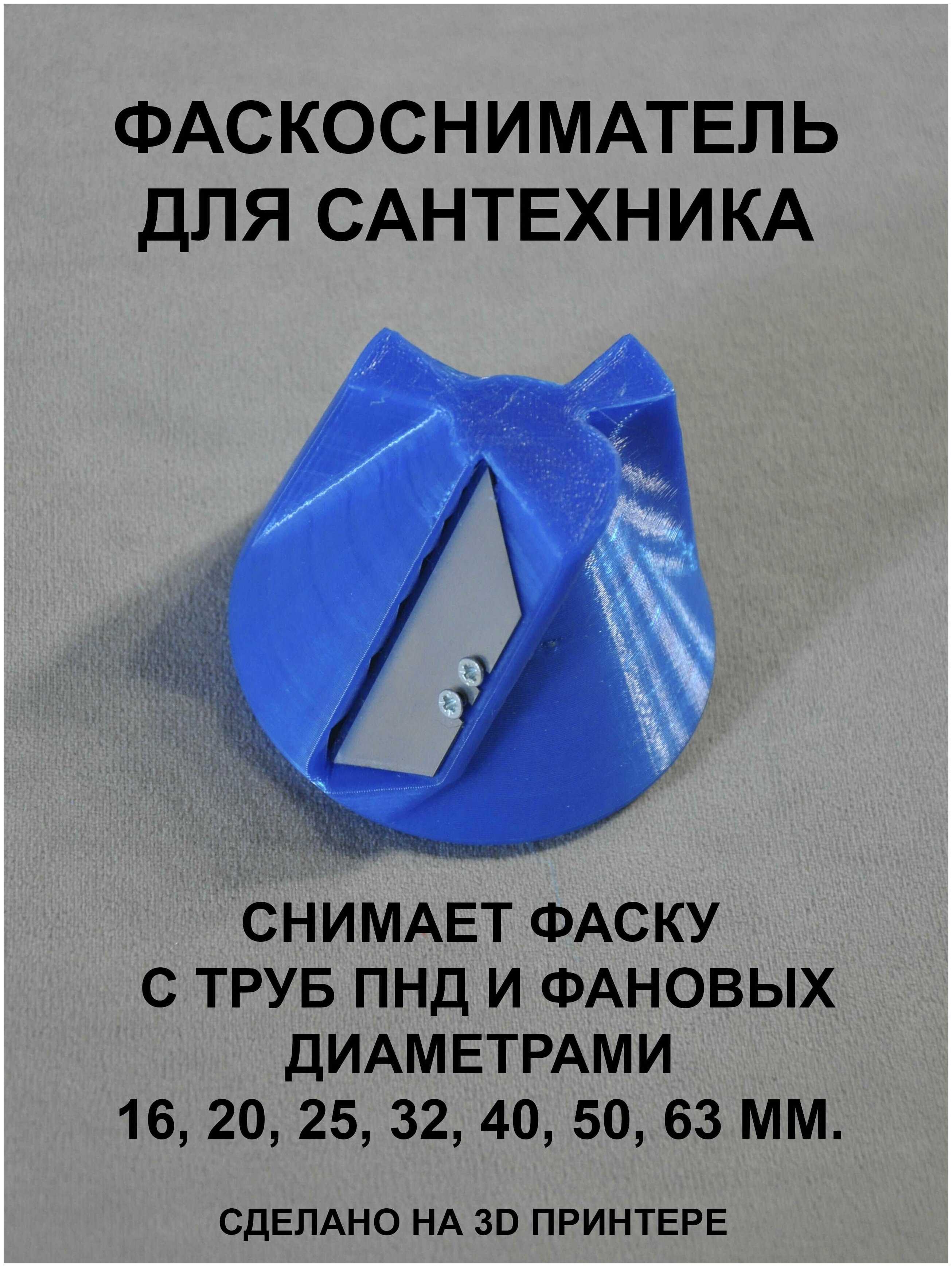
При выборе калибратора рекомендуется обращать внимание на его маркировку. Диаметр приспособления может быть 12, 16, 20, 26, 33 мм
Такие приспособления способствуют постепенному переходу между элементами трубопровода, которые имеют разный размер. В состав калибратора входят следующиедетали:
- корпус, выполненный из полипропилена (ПП);
- пластинка с режущим краем (нож).
Рассмотрим основные достоинства использования такого приспособления при монтаже металлопластиковых конструкций:
- компактность;
- экономия за счёт того, что исключается обрезка неровных торцов деталей трубопровода;
- простота монтажа;
- высокая скорость выполнения работы;
- надёжность устройства.

Подобные устройства изготавливаются из разных материалов и могут иметь отличия в конструкции
А также стоит отметить, что устройство выполняется симметрично для удобного выполнения работы. Использование калибратора позволяет упростить монтаж трубопроводной конструкции и провести его максимально правильно.








Info
- Publication number
- RU204140U1
RU204140U1
RU2020141332U
RU2020141332U
RU204140U1
RU 204140 U1
RU204140 U1
RU 204140U1
RU2020141332 U
RU 2020141332U
RU 2020141332 U
RU2020141332 U
RU 2020141332U
RU 204140 U1
RU204140 U1
RU 204140U1
Authority
RU
Russia
Prior art keywords
pipe
hinge
threaded shaft
cutting tool
gripper
Prior art date
2020-12-14
Application number
RU2020141332U
Other languages
English (en)
Inventor
Григорий Владиславович Скоков
Original Assignee
Общество с ограниченной ответственностью «Газпром добыча Уренгой»
Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.)
2020-12-14
Filing date
2020-12-14
Publication date
2021-05-11
2020-12-14Application filed by Общество с ограниченной ответственностью «Газпром добыча Уренгой»
filed
Critical
Общество с ограниченной ответственностью «Газпром добыча Уренгой»
2020-12-14Priority to RU2020141332U
priority
Critical
patent/RU204140U1/ru
2021-05-11Application granted
granted
Critical
2021-05-11Publication of RU204140U1
publication
Critical
patent/RU204140U1/ru
Правильный выбор фаскоснимателя
Сегодня рынок инструментария изобилует широким ассортиментом изделий, поэтому приобрести нужную оснастку не составит особого труда. Но как подобрать инструмент, полностью соответствующий потребностям клиента и своему функциональному назначению? Особенно эти вопросы актуальны для начинающих умельцев, слабо ориентирующихся в моделях фаскоснимателей, размещенных в каталоге компании-производителя.
При выборе инструмента важно помнить, что любые монтажные работы немыслимы без качественной сварки. А для ее проведения требуется грамотная предварительная подготовка поверхности с помощью фаскосрезающих машин. Только тогда сварочные швы получатся достаточно гладкими, без заусениц и неровностей
Вот поэтому так востребованы фаскосниматели для труб и другое оборудование для скалывания кромки
Только тогда сварочные швы получатся достаточно гладкими, без заусениц и неровностей. Вот поэтому так востребованы фаскосниматели для труб и другое оборудование для скалывания кромки.

Также лучше заранее ответить на ряд вопросов:
Какой масштаб производства? Если он небольшой, то, естественно, можно обойтись без фаскоснимателя и воспользоваться ручным устройством для снятия кромок.
Какая мощность производства? Здесь, отвечая на этот вопрос, нужно исходить из экономической целесообразности выпуска продукции
Например, для крупного производства совершенно не подойдут маломощные устройства, но вот последние отлично справятся со своими функциями в быту.
Какой вид обрабатываемого материала? Важно помнить, что для обработки стальной продукции предпочтительны более сильные агрегаты. Какой ассортимент продукции? Нельзя отделать стальной трубопрокат и листовой материал одинаковым инструментом
Об этом также следует не забывать.
Какой ассортимент продукции? Нельзя отделать стальной трубопрокат и листовой материал одинаковым инструментом. Об этом также следует не забывать.

Это основные вопросы, которые учитывают при выборе фаскоснимателя
Немаловажное значение имеют финансовые возможности покупателей. Каждый из них должен принять собственное решение − сколько резаков можно себе позволить, и с какой точностью лучше вести обработку поверхностей. Ведь дорогие в цене фаскосниматели для стальных труб выполнят работу более качественно и оперативно, чем их аналоги
А также такие приспособления более производительны, обрабатывая за тот же период времени большее количество изделий
Ведь дорогие в цене фаскосниматели для стальных труб выполнят работу более качественно и оперативно, чем их аналоги. А также такие приспособления более производительны, обрабатывая за тот же период времени большее количество изделий.
Причины появления дефектов при склеивании ПВХ труб
Неравномерное нанесение клеевого раствора и образование шероховатости на трубной поверхности, приводит к частичному непроклею.
Сплошной непроклей бывает только в той ситуации, когда полностью пересушены клеевые слои.
ПОСМОТРЕТЬ ВИДЕО
Следует помнить о том, что клеить ПВХ пластик можно всего 2 мин, а потом — клей засыхает.
Появление мягкой прослойки клея происходит из-за низких температур на улице или из-за недостаточного времени, которого было отведено на отвердение клеевого раствора.
Пористость прослойки клея появляется при наличии в слоях клеевого раствора воздуха, который проникает в такую смесь при слабом встряхивании тюбика.
Перекос стыковки трубок появляется из-за недостаточной фиксации соединяемых трубных элементов, а также при их смещении во время отвердевания клея.
При наличии остатков грязи на склеиваемых участках труб или если трубные элементы не обработаны очистителем, смочить клеевым раствором поверхности трубок не представляется возможным.
В итоге чтобы выбрать нужный клеевой раствор для соединения трубных элементов, следует иметь в виду такие параметры, как вид, толщину и другие параметры материала для теплоизоляции.
Также важно знать область применения клеевого раствора и особенности его эксплуатации. Покупая конкретный клеевой раствор, можно сделать надёжную теплоизоляцию в помещении. Покупая конкретный клеевой раствор, можно сделать надёжную теплоизоляцию в помещении
Покупая конкретный клеевой раствор, можно сделать надёжную теплоизоляцию в помещении.
Собрать трубопроводную систему можно и руками — при обустройстве дачи или возведении канализационной системы в доме.
Если нет навыков и не хватает знаний в этом деле, то лучше не рисковать, а вызвать на дом профессиональных монтажников.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.








С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Как соединить канализационные пластиковые трубы
Сочленение канализационных труб из пластика бывает неразъёмным и разъёмным. Первое выполняется термической сваркой, а второе при помощи раструбов.
Термическая сварка. Это испытанный, надёжный способ соединения полиэтиленовых и полипропиленовых труб без раструбов. Для его выполнения применяются термические муфты – специальные втулки. Под действием высокой температуры, возникающей при протекании электротока по проводнику с высоким омическим сопротивлением, такие элементы герметично обжимают пластиковые трубы. Таким образом гарантируется невозможность просачивания наружу стоков, и исключается проникновение в канализационную систему грунтовых вод. Крепить электросваркой можно только стальные трубы.
Раструбное соединение. Это – более предпочтительный способ сочленения элементов трубопровода канализации. Здесь одна деталь или труба просто вставляется в другую. Герметизировать раструбный стык следует смолистым шнуром, цементом или резиновым уплотнителем, а также битумной замазкой. Наружный диаметр современных еврораструбов имеет меньший диаметр. Такое конструктивное решение облегчает сочленение в труднодоступных местах. Подобным образом монтируются системы и из пластиковых гофрированных труб, предназначенных для водоотведения.

Легче всего соединять трубы способом «враструб»
Клеевое соединение. Этот способ используется, преимущественно, для ПВХ труб. Выполняется он с применением специального клея. Профессионалы отдают предпочтение следующим маркам такого вещества: «Марс», «Феникс», «Винилит» и «Тангит».