

Безопасность электрических сетей
Безопасность электрических сетей является одним из важнейших аспектов обеспечения безаварийной работы электрооборудования
Особое внимание уделяется предотвращению поражения электрическим током персонала, а также защите от возгорания и короткого замыкания
Для обеспечения безопасности электрических сетей необходимо соблюдать ряд требований и рекомендаций:
Использование надежных материалов и компонентов. Для изготовления электрооборудования следует применять только сертифицированные материалы, обладающие высокой степенью прочности и огнестойкости. Учитывая особенности каждого конкретного случая, необходимо выбирать оптимальные конструктивные решения для минимизации проблем с безопасностью.
Правильное исполнение монтажных работ
Важно обеспечить надежное соединение проводов и кабелей, а также герметичность соединений при подключении электрооборудования к сети. Неправильное прокладывание проводов или некачественный монтаж могут привести к искрению, короткому замыканию или пожару.
Регулярная проверка и техническое обслуживание
Для обеспечения безопасности необходимо проводить регулярные проверки и обслуживание электрооборудования, включая осмотр и приведение в порядок электрических соединений, проверку и замену изношенных или поврежденных деталей, и т.д. Такие меры помогут предотвратить возникновение аварийных ситуаций и обеспечить надежную и безопасную работу электрических сетей.
Особое внимание следует уделить соблюдению требований безопасности при работе с высоким напряжением. Работы в подобных условиях должны проводиться только квалифицированными специалистами, с предварительным отключением питания и применением соответствующих защитных средств
В заключение, безопасность электрических сетей является одним из основных аспектов, которым необходимо уделять пристальное внимание при проектировании, установке и эксплуатации электрооборудования. Соблюдение норм и рекомендаций, а также правильное обслуживание и техническое обследование позволят обеспечить надежную и безопасную работу сетей на протяжении всего их срока службы
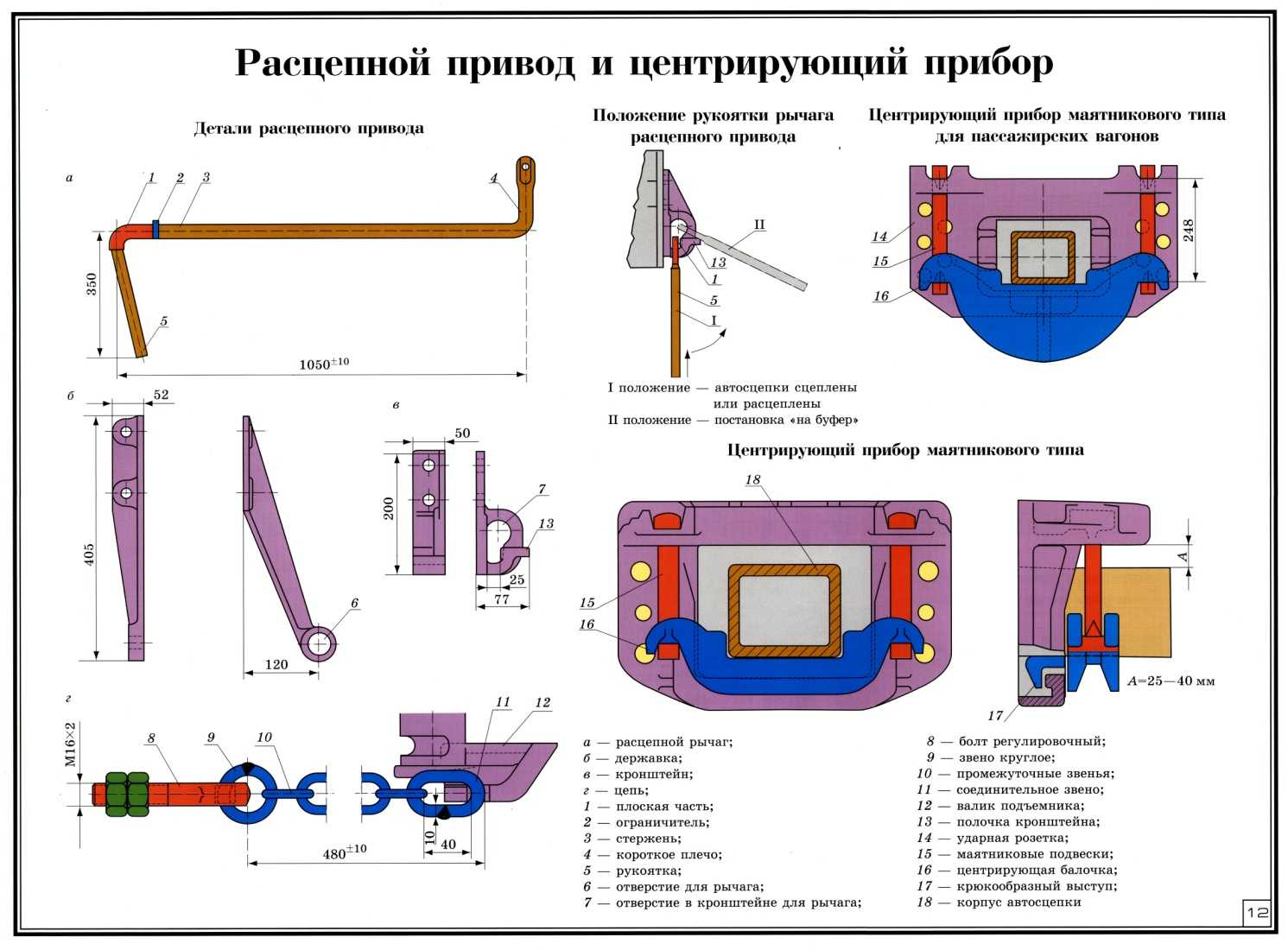
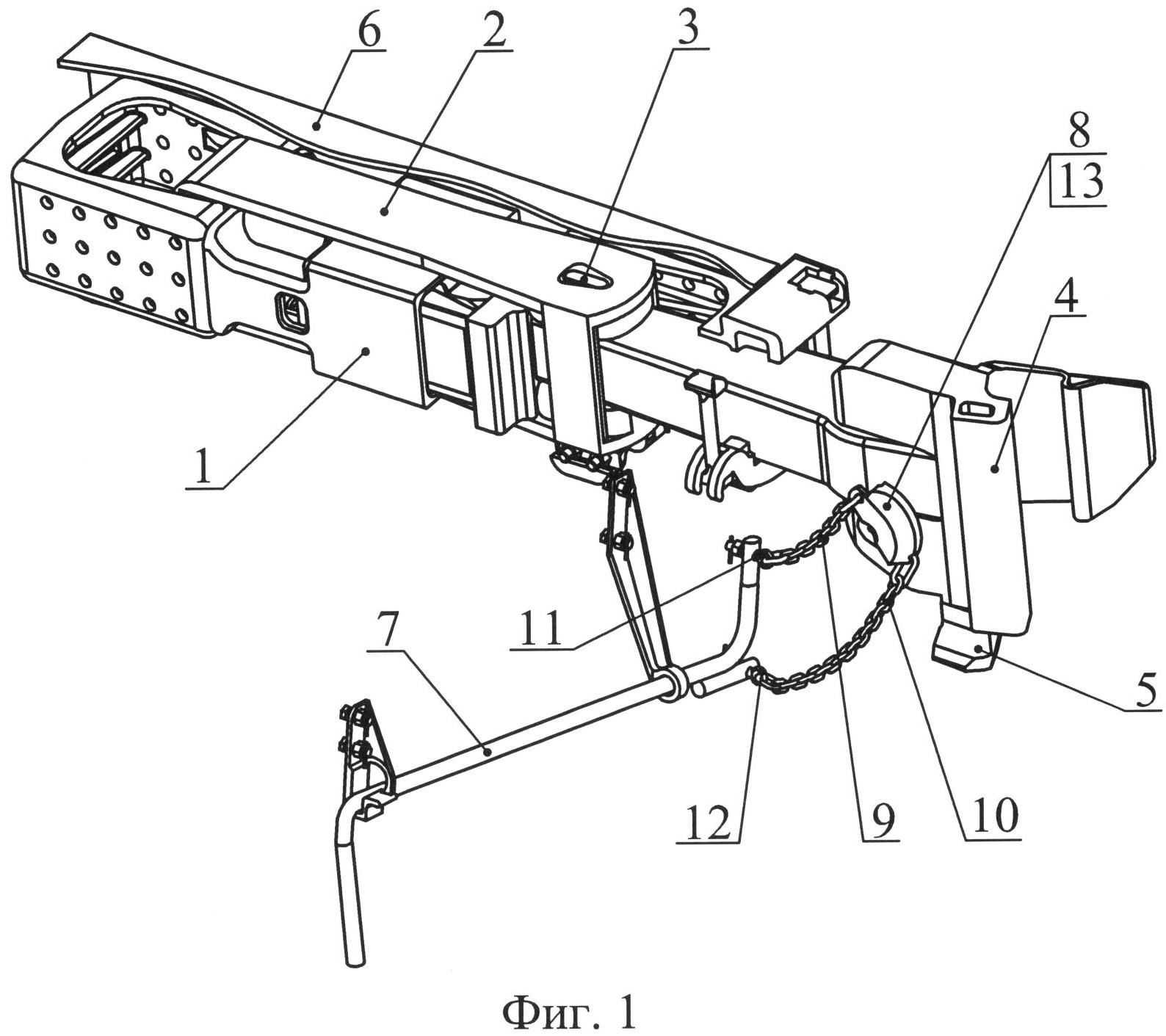
Наружный осмотр автосцепного устройства, порядок проведения измерений автосцепки шаблоном 940р при текущем отцепочном ремонте вагонов.
НАРУЖНЫЙ ОСМОТР АВТОСЦЕПКНОГО УСТРОЙСТВА
Контроль производится при выпуске вагона из текущего отцепочного ремонта на ПТО эксплуатационных вагонных депо, имеющих участки ТОР или СПРВ. При наружном осмотре необходимо проверить:
- действие механизма автосцепки;
- износ тяговых и ударных поверхностей большого и малого зубьев, ширину зева корпуса, состояние рабочих поверхностей замка;
- состояние корпуса автосцепки, тягового хомута, клина тягового хомута и других деталей автосцепного устройства (наличие в них трещин и изгибов);
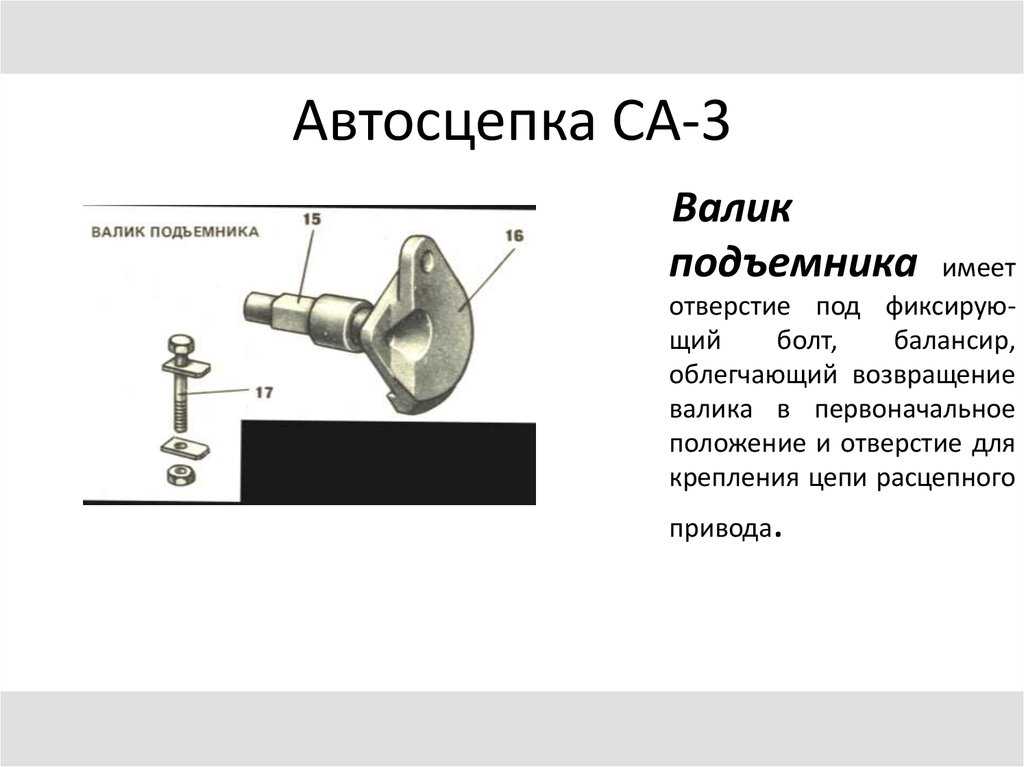
- состояние расцепного привода и крепление валика подъемника авто-сцепки;
- крепление клина тягового хомута;
- прилегание поглощающего аппарата к упорной плите и задним упорным угольникам (упорам);
- зазор между хвостовиком автосцепки и потолком ударной розетки;
- зазор между хвостовиком автосцепки и верхней кромкой окна в кон-цевой балке;
- положение продольной оси автосцепки относительно горизонтали;
- состояние валика, болтов, пружин и крепления розетки.
Не разрешается выпускать в эксплуатацию вагоны, не удовлетворяющие требованиям состояния автосцепного устройства, установленным «Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог» № ЦВ-ВНИИЖТ-494.
ПРОВЕРКА АВТОСЦЕПКИ ШАБЛОНОМ 940р (поверка шаблона — не реже одного раза в год)Проверка исправности действия предохранителя замка.
Шаблон прикладывают, как показано на фото А, и одновременно нажимают рукой на замок, пробуя втолкнуть его в карман корпуса автосцепки. Уход замка полностью в карман корпуса указывает на неправильное действие предохранителя замка. Если предохранитель действует правильно (верхнее его плечо упирается в противовес замкодержателя при нажатии на лапу ребром шаблона, то замок должен уходить от кромки малого зуба автосцепки не менее чем на 7 мм и не более чем на 18 мм (измеряют в верхней части замка). Проверка действия механизма на удержание замка в расцепленном состоянии. 
Поворачивают валик подъемника до отказа, уводя замок внутрь полости кармана затем шаблон прикладывают, как показано на фото Б. и освобождают валик, продолжая удерживать шаблон в зеве автосцепки. Если замок опускается обратно вниз, значит замок неисправен.Выявление возможности преждевременного включения предохранителя замка при сцеплении автосцепок. 
Шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона касался большого зуба (фото В). Автосцепка считается годной, если при нажатии на замок он беспрепятственно уходит в карман на весь свой ход.Проверка толщины замыкающей части замка. 
Прикладывают шаблон, как показано на фото Г. Если шаблон одновременно прилегает к боковым сторонам малого зуба и замка, значит замок не годен (тонок).Проверка ширины зева автосцепки (без замка).
Шаблон прикладывают одним концом к углу малого зуба (см. фото Д), а другим подводят к носку большого зуба. Если шаблон проходит мимо носка большого зуба в зев, то корпус автосцепки негоден. Проверка производится по всей высоте носка большого зуба (без замка или в утопленном состоянии замка).Проверка износа малого зуба. 
Шаблон прикладывают, как показано на фото Е. Если шаблон соприкасается с боковой стенкой малого зуба, то автосцепка негодна. Проверку выполняют на расстоянии 80 мм вверх и вниз от продольной оси корпуса.Проверка износа тяговой поверхности большого зуба и ударной поверхности зева. 
Шаблон устанавливают, как показано на фото Ж. Если шаблон входит в зев, то автосцепка негодна. Проверку выполняют в средней части большого зуба по высоте на 80 мм вверх и вниз от середины (проверка большого зуба против окна для лапы замкодержателя не производится).
ДОНЕСЕНИЕ
о саморасцепе поезда 200часмин на перегоне (станции)ж. д. произошел саморасцеп автосцепок поезда №весоммеждувагонами от головы поезда. Всего в составе поездаосейРежим движения поезда в момент саморасцепа (трогание, осаживание, торможение, набор скорости, тяга, выбег)_________________Количество и серия локомотивовУчасток пути на месте саморасцепапланпрофильбалльностьБалластная призма (песок, щебень, гравий)Последствия саморасцепа (закрытие перегона, задержка поезда)час мин
| Оборотная сторонаСВЕДЕНИЯ О РАСЦЕПИВШИХСЯАВТОСЦЕПКАХ И ВАГОНАХ | ||
| Наименование установленных данных | Автосцепка вагона №оставшейсячасти поезда | Автосцепка вагона №отцепившейсячасти поезда |
| 1. Тип вагона (пассажирский, грузовой, груженый, порожний) | ||
| 2. Высота от головки рельса допродольной оси автосцепки, мм | ||
| 3. Тип тележки вагона | ||
| 4. № автосцепки | ||
| 5. Завод-изготовитель автосцепки и год изготовления | ||
| 6. Дата и клеймо последнего полного осмотра | ||
| 7. Положение валика подъемника | ||
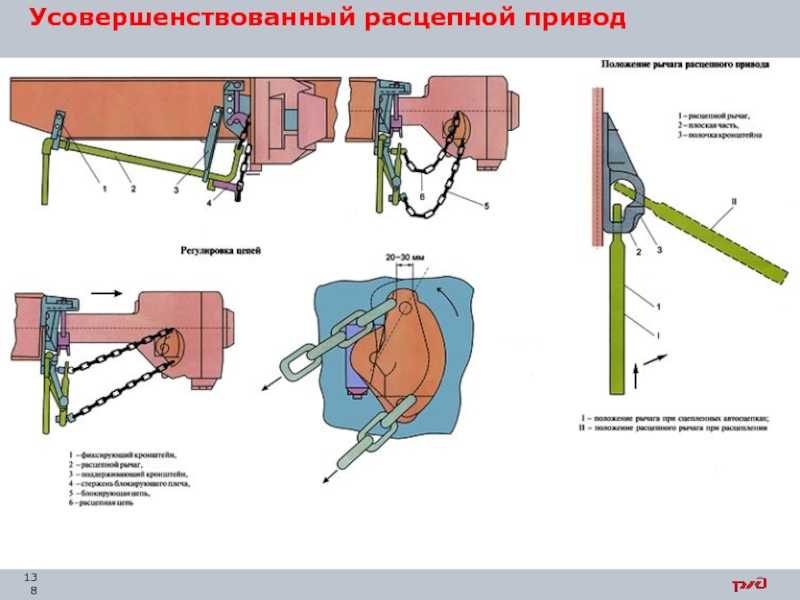
| 8. Длина цепи расцепного привода (цепь короткая — плоская часть рычага не укладывается на полочкукронштейна фиксирующего, цепь длинная — расцепной рычаг положен на полочку, а замок при этом выступает от ударной стенки зева) | ||
| 9. Положение расцепного рычага в момент саморасцепа | ||
| 10. Наличие просадки поглошающего аппарата, мм | ||
| 11. Результаты проверки шаблоном 873:ширины зевадлины малого зубарасстояния от ударной стенкизева до тяговой поверхностибольшого зубадействия предохранителя отсаморасцепа |
| Наименование установленных данных | Автосцепка вагона № оставшейся части поезда | Автосцепка вагона № отцепившейся части поезда |
| 12. Подвижность деталей меха-низма:замказамкодержателявалика подъемника | ||
| 13. Наличие внутри кармана по-сторонних предметов | ||
| 14. Результаты наружного осмотра деталей:замка (толщина замыкающейчасти, мм)замкодержателяпредохранителяшипа для замкодержателя,полочки для предохранителя | ||
| 15. Возвышение упорной частипротивовеса замкодержателя над полочкой при нажатии на лапу шаблоном 873 в положении проверки действия предохранителя от саморасцепа, мм | ||
| 16. Зазор (мм) между верхней плоскостью хвостовика автосцепки и потолком ударной розетки на расстоянии 15—20 мм от кромки розетки | ||
| 17. Состояние гидравлических гасителей (исправны или неисправны) |
| Окончание оборотной стороны | ||
| Наименование установленных данных | Автосцепка вагона № оставшейся части поезда | Автосцепка вагона №отцепившейся части поезда |
| 18. Прочие замечания 19. Заключение о причине саморасцепа | ||
| Примечание. При саморасцепе между локомотивом и первым вагоном в графе «Автосцепки вагона №.…………… оставшейся части поезда» указывают данные об автосцепке локомотива. | ||
| Должности и подписи лиц, производивших расследование: _____________________________________________________________«____»__________________200____ г. |
ПРИЛОЖЕНИЕ 6ОБРАЗЕЦ БЛАНКА ДОНЕСЕНИЯ ОБ ОБРЫВЕ ТЯГОВОГО ХОМУТА В ПОЕЗДЕУтверждаю:Начальникхозяйства_____ ж.д.200__г.
об обрыве тягового хомута в поезде___ 200 г.часмин температура воздухаМесто случая: перегон, станцияж. д.Поезд № вес число осейтормозное нажатиеЛокомотив серии№количество локомотивов в поезде
План и профиль пути на месте обрыва поезда
(подъем, спуск, площадка, кривая)Скорость, режим движения в момент обрыва(трогание, торможение, осаживание, набор скорости, выбег, тяга) __________________________________________________________________Тяговый хомут №_________________год и завод-изготовитель __________________________________________________________________Дата и место последнего полного осмотра тягового хомута____________________________________________________________Наличие старых трещин в месте обрыва, их направление(описать и показать на эскизе № 1)Длина, глубина трещинНаличие литейных пороков (их размер), сварки в месте обрываДополнительные сведения: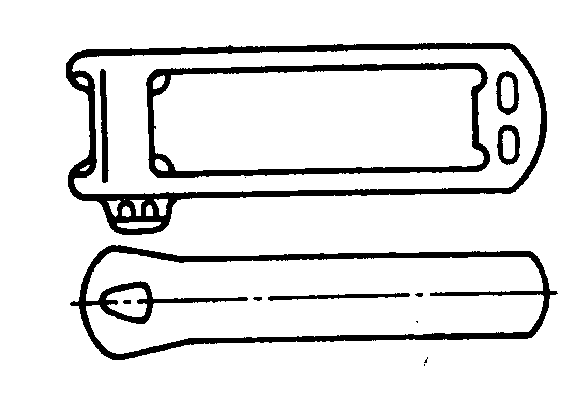 ПРИЛОЖЕНИЕ 7Утверждаю: Начальникхозяйства___ж.д.«____» ______________200__ г.
ПРИЛОЖЕНИЕ 7Утверждаю: Начальникхозяйства___ж.д.«____» ______________200__ г.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля.
Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу:
D=L²/(4*H)+H
Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Классификация ракетных двигателей
Ракетные двигатели классифицируются в зависимости от основных характеристик, таких как принцип работы, тип топлива, ступени двигателя и т.д. В этом разделе мы рассмотрим основные классификации ракетных двигателей.
По принципу работы
1. Реактивные двигатели. Работают на основе Межмолекулярного Взаимодействия, при котором в результате выхлопного процесса выпускаются продукты сгорания, что создает равномерное ускорение ракеты.
2. Реактивно-импульсные двигатели. Помимо Межмолекулярного Взаимодействия используются реакция сброса продуктов сгорания, что позволяет увеличить импульс, но ведет к потере топлива.
3. Реактивно-летательные двигатели. Используются для достижения второй космической скорости путем сочетания свойств реактивного и летательного двигателей.





По типу топлива
1. Жидкотопливные двигатели. Получают питание отслоенными реактивными смесями с насыщенными компонентами.
2. Жидкогибридные двигатели. Имеют жидкое окислительное и твердое топливо, что обеспечивает дополнительное увеличение импульса.
3. Твердотопливные двигатели. Имеют твердое топливо и жидкий окислитель, что обеспечивает простоту использования и надежность.
По ступеням двигателя
1. Одноступенчатые двигатели. Используются на небольших ракетах или как дополнительные двигатели.
2. Многоступенчатые двигатели. Используются на космических ракетах для достижения больших скоростей и перехода в космическое пространство.
По аэродинамическим характеристикам
1. Надзвуковые двигатели. Работают в условиях превышения скорости звука и способны развивать сверхзвуковую скорость.
2. Сверхзвуковые двигатели. Разработаны для полетов со скоростью более 5-ти крат превышающей скорость звука.
3. Гиперзвуковые двигатели. Предназначены для полетов со скоростью выше 10 км/с, что соответствует Маховскому числу более 10.
По типу работы
1. Химические двигатели. Используется химическая реакция t125132куп>л1814меж такими компоw типеертновоки
2. Ядерные двигатели. Работают на основе специальных радиоактивных веществ, что позволяет обеспечивать достаточно большой импульс.
Неисправности автосцепки, с которыми запрещается постановка вагонов в поезд. Причины саморасцепов.
- трещину в корпусе автосцепки, излом деталей механизма;
- уширение зева, износы рабочих поверхностей по контуру зацепления автосцепки сверх допускаемых, недействующие предохранители замка от саморасцепа;
- отсутствие валика подъемника автосцепки, незакрепленный от выпадания или закрепленный не типовым способом валик подъемника;
- трещину в любой части тягового хомута, трещину или излом клина или валика тягового хомута;
- обрыв или трещину центрирующей балочки, маятниковой подвески, а также направляющей рейки центрирующего прибора, без маятникового типа. Неправильно поставленные маятниковые подвески (широкими головками вниз);
- неисправное или не типовое крепление клина или валика тягового хомута;
- трещина или сквозная протертость корпуса поглощающего аппарата. Повреждение поглощающего аппарата, вызывающее потерю упругих свойств (неприлегание его одновременно к задним и передним через упорную плиту упорным угольником в свободном состоянии);
- расстояние от упора головы автосцепки до розетки менее 60 и более 90 мм, у восьмиосных вагонов менее 100 и более 140 мм, с поглощающим аппаратом Щ6Т04 110-150. У вагонов с укороченной розеткой — 110-150.
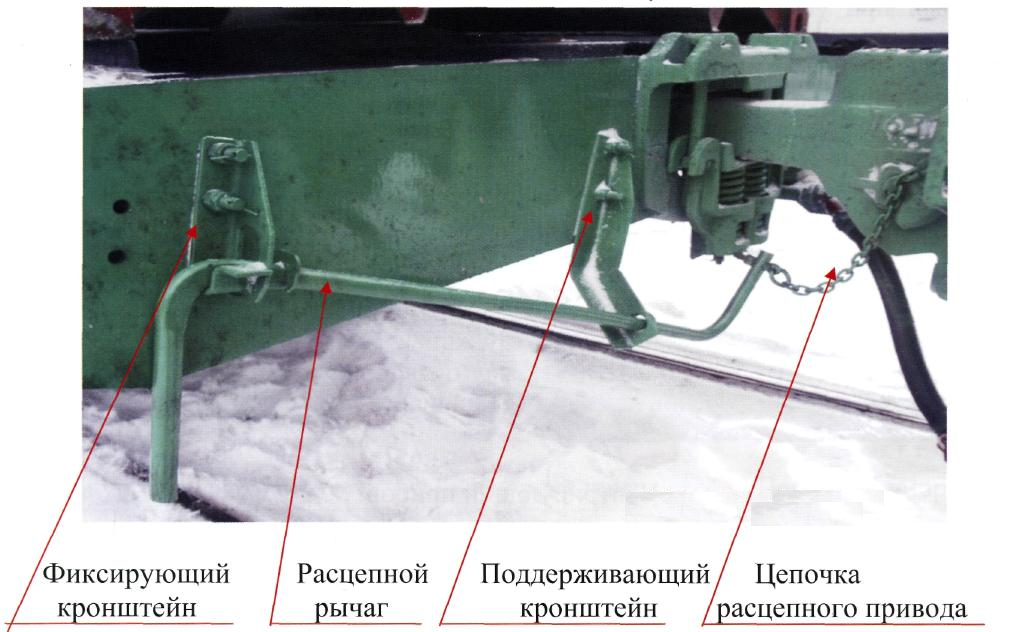
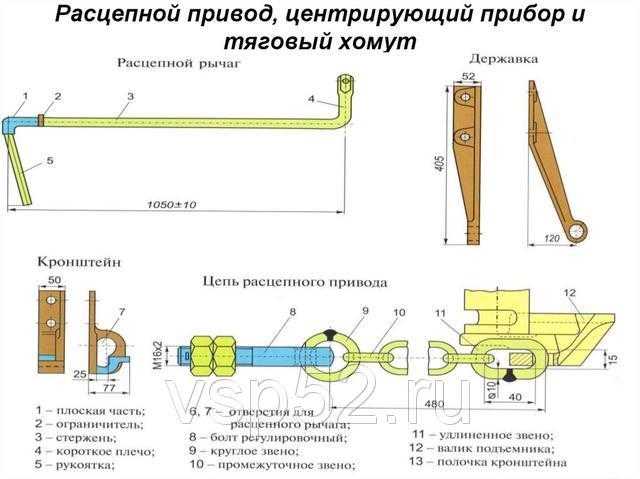
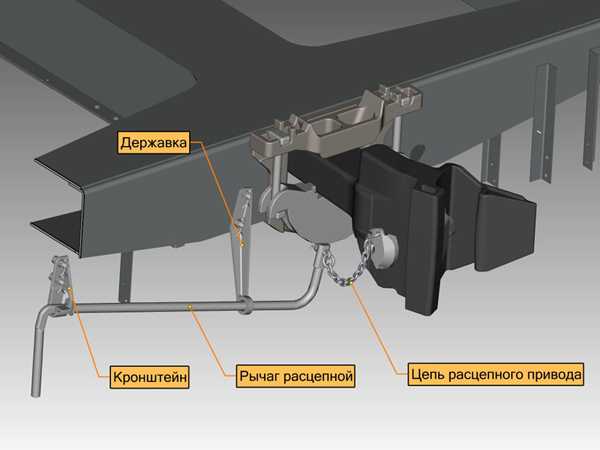
- трещину или излом планки, поддерживающей тяговый хомут, кронштейна или державки расцепного привода, ударной розетки, упорной плиты или упоров, погнутый расцепной рычаг;
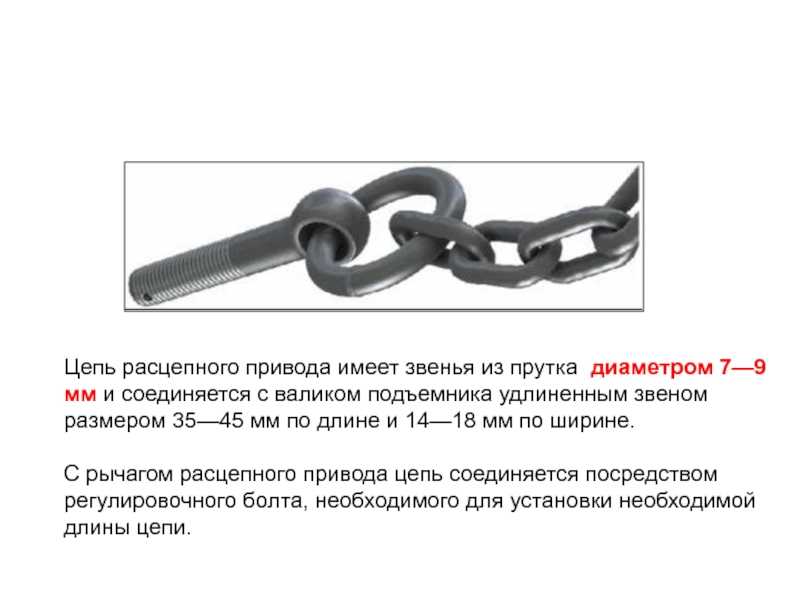
- длинный, короткий, оборванный или закрепленный нетиповым способом цепок расцепного рычага;
высоту оси автосцепки над уровнем головки рельсов:
- у пассажирских вагонов более 1080 мм и менее 980 мм;
- у грузовых вагонов более 1080 мм и у груженых — менее 950 мм;
- у порожних четырех и восьмиосных вагонов с тележками типа ЦНИИ-ХЗ менее 990 мм;
разность по высоте между продольными осями сцепленных автосцепок (центра), которая допускается:
- у грузовых поездов не более 100 мм; в грузовых поездах между локомотивом и первым груженым вагоном не более 110 мм;
- в пассажирских поездах при скорости до 120 км/час не более 70 мм; свыше 120 км/ч не более 50;
- в пассажирских поездах между локомотивом и первым вагоном не более 100 мм;
- расстояние от кромки замка до малого зуба, которое должно быть не менее 2 мм и не более 8 мм;
- провисание головки автосцепки допускается не более 10 мм, завышение не более 3 мм (разница высот от головки рельса до литейного шва у розетки и у замка);
- изгиб и сработка болтов клина тягового хомута допускается не более 2 мм;
- Наличие клина с заплечиками, отсутствие предохранительной планки крепления клина у поглощающего аппарата Ш6Т04.
- разница по высоте автосцепки в одном вагоне не более 25 мм;
- ширина клина тягового хомута не менее 89 мм, толщина не менее 30 мм, высота не менее 292 мм, изгиб и износ не более 3 мм;
- расстояние от поверхности хвостовика корпуса до низа ударной розетки не менее 25 мм и не более 40 мм, верхней кромки окна в концевой балке менее 20 мм;
- планка, поддерживающая тяговый хомут, толщиной менее 14 мм;
- толщина перемычки хвостовика автосцепки, устанавливаемой на вагон менее 46 мм.
- не прикрепленные проволокой к кронштейнам рукоятки расцепных рычагов при перевозке общего груза на двух вагонах.
| Выход автосцепки Для 4-х вагонов Для 8-ми осных вагонов С укороченными ударными розетками
С погл аппаратом. Ш-6-ТО-4 |
60-90мм 100-140мм 110-150мм
110-150мм |
|
| Разность по высоте Между грузовыми вагонами Между груж. вагоном и локомотивом Между пасс.вагонами Между пасс.вагонами более 120км/ч
Между первым пасс.и локомотивом |
100мм 110 мм 70 мм 50 мм
100 мм |
|
| Провисание автосцепки | Не более 10 мм | |
| Отклонение автосцепки вверх | Не более 3мм | |
| Зазор между потолком ударной розетки и верхней плоскостью хвостовика и верхней кромкой окна в концевой балке (B) | Не менее 25мм и не более 40мм | |
| Зазор между верхней плоскостью хвостовика и верхней кромкой окна в концевой балке (C) | Не менее 20мм | |
| Свободный ход замка | 7-20мм | |
| Расстояние от вертикальной кромки малого зуба автосцепки до вертикальной кромки замка в его крайнем положении | Не менее 2 и не более 8мм | |
| Высота автосцепки над уровнем головки рельс Порожний Груженный 4-х осный Рефсекция 6-и, 8-и осный вагон
С пассажирами |
Не более1080мм Не менее 950мм Не менее 1000мм Не менее 990мм
Не менее 980 мм |
|
| Соответствие контура зацепления | 10 мм |
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
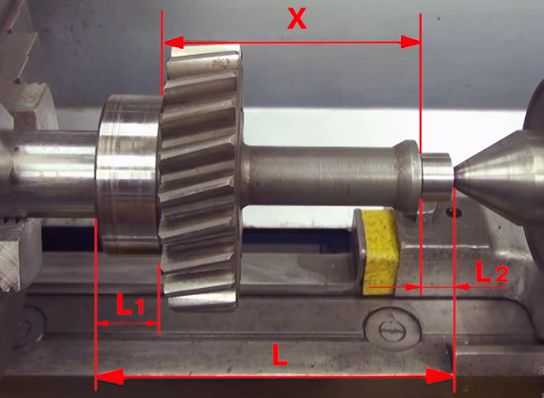
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
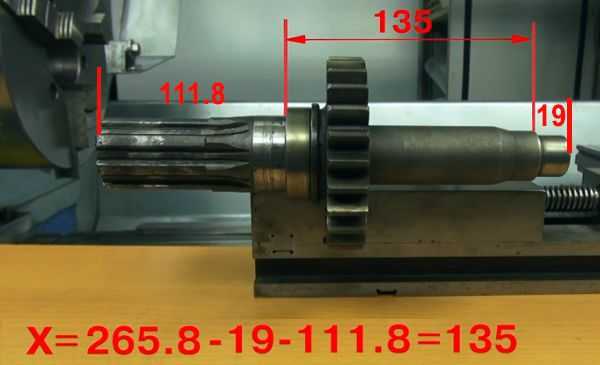
Вычисляем размер
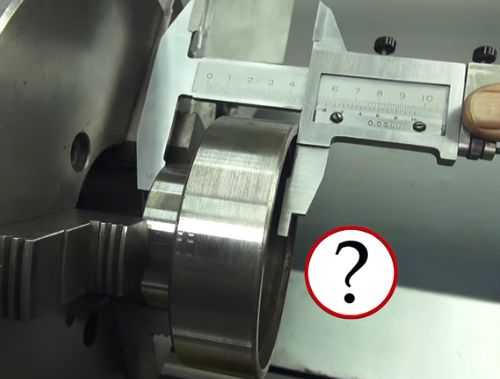
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Эксперименты и результаты
Для определения оптимального расстояния между верхней поверхностью хвостовика и ударной розеткой были проведены ряд экспериментов. В ходе исследования были учтены такие факторы, как аэродинамические характеристики самолета, геометрия конструкции и требования безопасности.
Используя специально созданные модели и симуляторы, были проведены численные исследования, с целью выявления зависимости между расстоянием от хвостовика до ударной розетки и воздействием на аэродинамику самолета.
Сначала был проведен анализ существующих нормативных документов и рекомендаций. Была выявлена основная проблема, связанная с факторами безопасности при слишком близком расстоянии между хвостовиком и ударной розеткой. Слишком маленькое расстояние может привести к повреждению ударной розетки, что может опасно сказаться на работе датчиков, а также привести к снижению аэродинамических характеристик и обеспечению нестабильности полета.
На основе полученных данных была разработана методика тестирования с использованием макетов самолетов и специально созданных моделей. Было проведено несколько серий экспериментов, изменяя расстояние между хвостовиком и ударной розеткой. В ходе экспериментов были измерены аэродинамические параметры, такие как аэродинамическое сопротивление и подъемная сила самолета.
Полученные результаты показали, что слишком маленькое расстояние между хвостовиком и ударной розеткой может привести к заметному увеличению аэродинамического сопротивления и снижению подъемной силы. Однако, слишком большое расстояние также оказывает отрицательное влияние на аэродинамику и стабильность полета.
На основании экспериментальных результатов было определено оптимальное расстояние от верхней поверхности хвостовика до ударной розетки, которое обеспечивает наилучшие аэродинамические характеристики и безопасность полета. Полученные данные были использованы для разработки рекомендаций и нормативных документов в данной сфере.
Результаты экспериментов
Расстояние (мм)
Аэродинамическое сопротивление
Подъемная сила
100
0.25
1500
200
0.22
1600
300
0.21
1700
400
0.24
1650
500
0.27
1550
В таблице представлены результаты экспериментов, показывающие зависимость аэродинамического сопротивления и подъемной силы от расстояния между хвостовиком и ударной розеткой. Из данных можно сделать вывод, что оптимальное расстояние составляет примерно 300 мм, при котором достигается наименьшее аэродинамическое сопротивление и наилучшая подъемная сила.






Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов. Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.


![§ 29. ремонт автосцепки, упряжных и ударных приборов [1956 лугинин н.г. - ремонт тепловозов]](https://lestnica68.ru/wp-content/uploads/b/8/5/b851e2543bc45446d50af6431fd0bca0.jpeg)



Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера