

Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.

Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
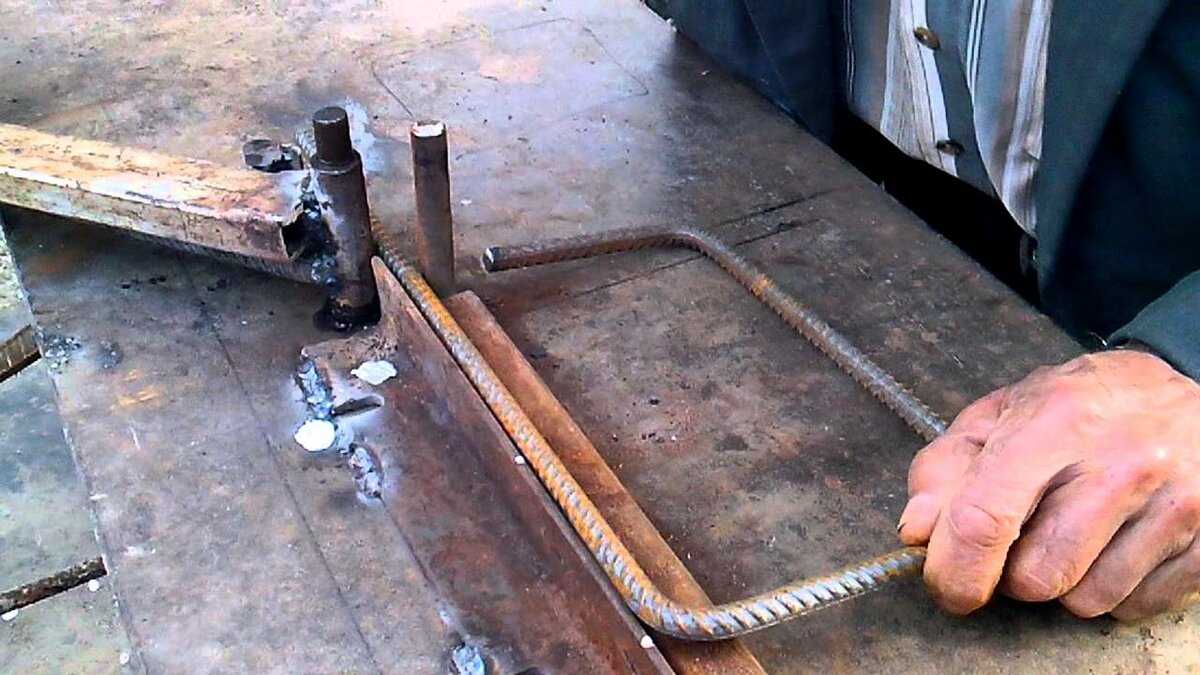
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
Принцип работы станков для гибки арматуры
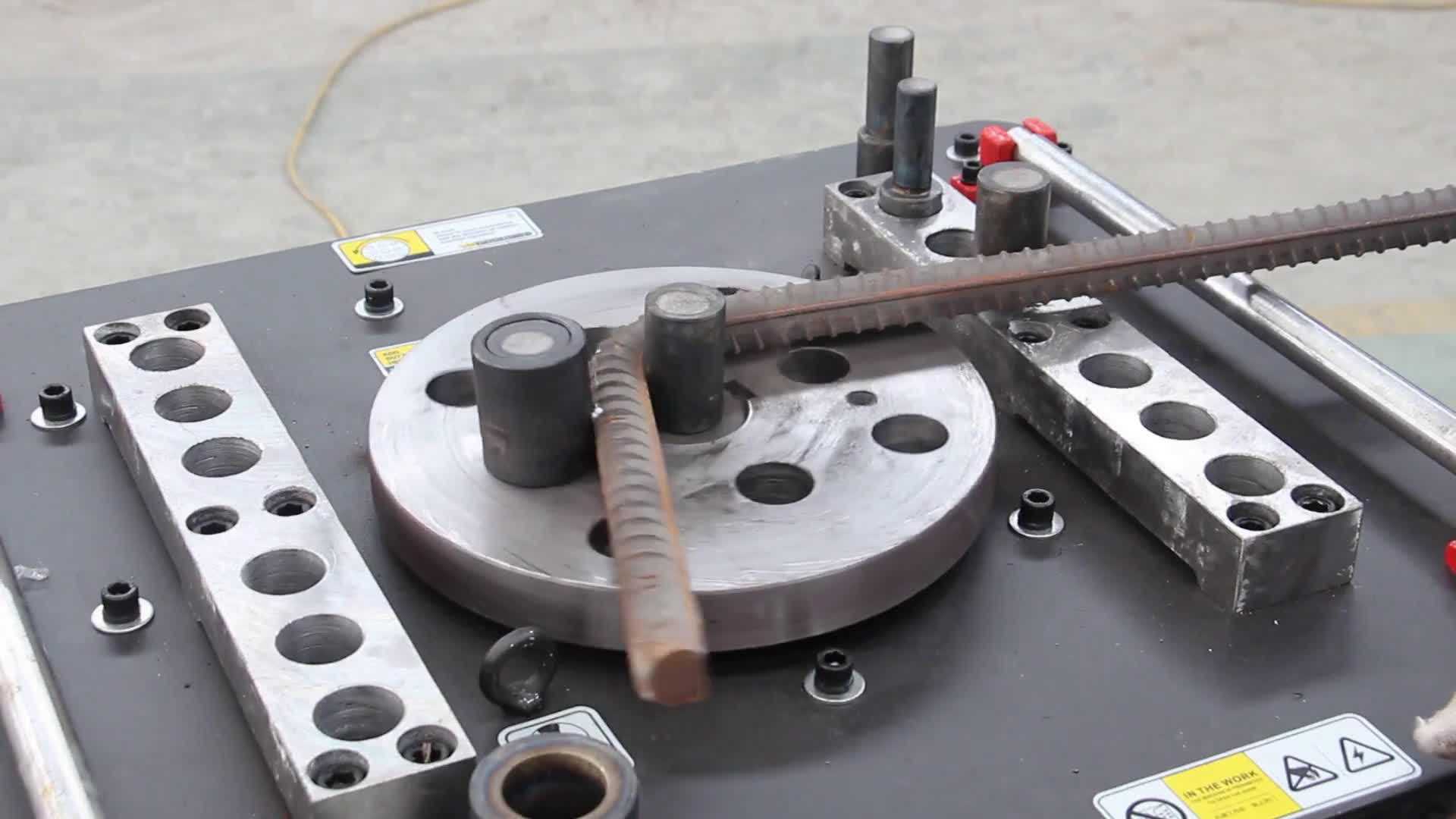
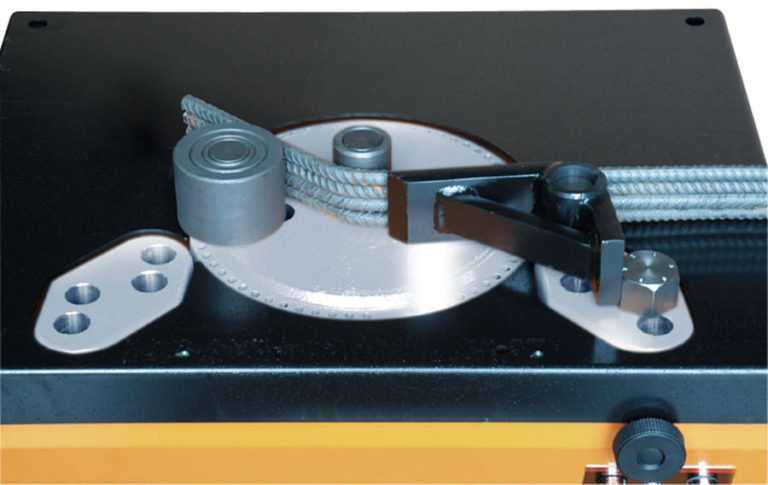
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.
Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
Арматурогибочный станок PF32
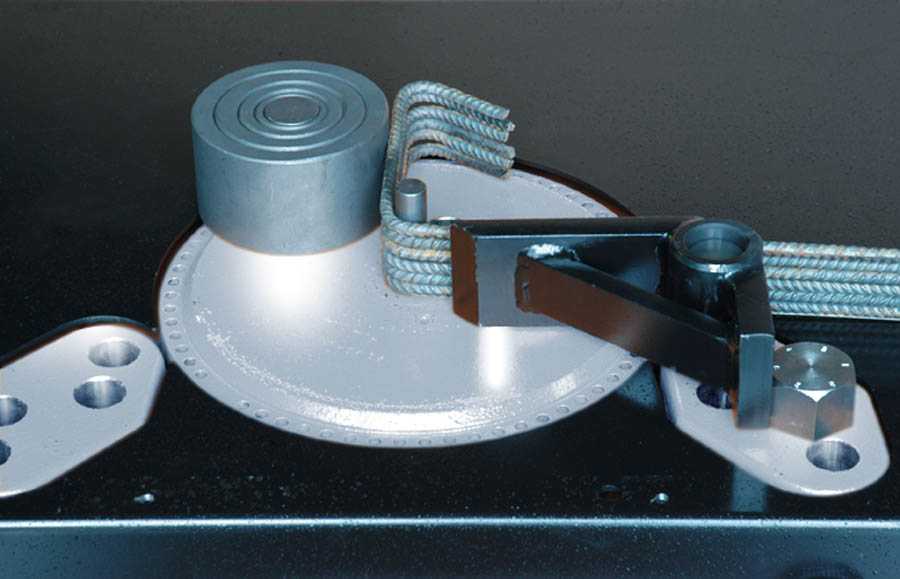
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.
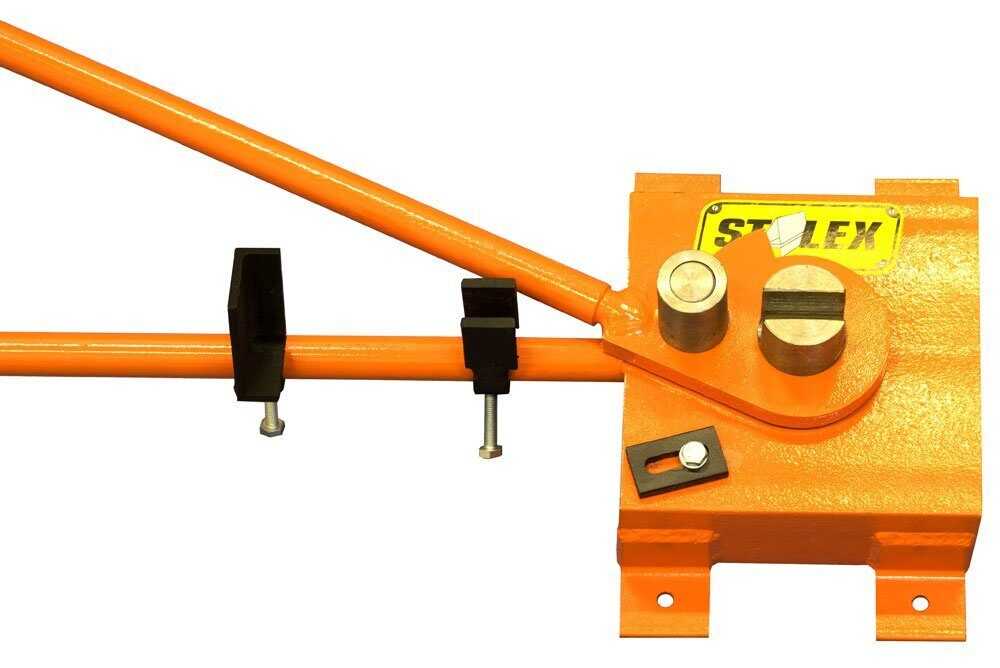
Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Related Posts via Categories
- Как рассчитать площадь поперечного сечения арматуры всех типов?
- Сколько весит 1 метр строительной стержневой арматуры различных видов
- Длина стержневой арматуры – все возможные варианты, регламентируемые ГОСТами
- Линейная арматура – качественный монтаж линий электропередач гарантирован!
- Немерная арматура – оптимальный вариант для малоэтажного строительства!
- Марки и классы строительной стержневой арматуры и проволоки для армирования
- Муфтовая арматура, что это такое и для чего используется
- Анкеровка арматуры в бетоне – сложная, но важная операция
- Горячекатаная арматура – ГОСТ и весь цикл жизни изделия
- Вес и особенности стальной рифленой арматуры А3 и других классов
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):





п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п.5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста — длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки.В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84)п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Нормы минимальных радиусов изгиба
При изгибе арматуры большое значение имеет соблюдение минимального радиуса изгиба арматуры. Неправильно согнутые рабочие стержни становятся слабым местом установленной железобетонной конструкции и могут привести к разрушению или расколу монолитного бетона в месте согнутой арматуры.
В любом металлическом каркасе слабыми местами являются места соединения соединяемых стержней. Угловые соединения требуют особого внимания. В угловых участках монолитной бетонной конструкции необходимо изгибать арматуру с определенным радиусом изгиба арматуры, что увеличивает прочность арматурного каркаса.
Для соединения стержней на угловых участках необходимо согнуть и уложить рабочую арматуру так, чтобы при каждом прикрепленном к ней стержне был достигнут нахлест не менее 80 см. Гнутую арматуру используют как для изготовления фундаментных каркасов, так и для соединять элементы, подверженные растягивающим усилиям.
В процессе изгиба металлические стержни должны сохранять свои первоначальные прочностные свойства.
Таблица гибов арматурных изделий из стали разного класса и разных диаметров
| Классы подкрепления | Номинальный диаметр штока, не менее, мм | Предел прочности, не менее, МПа | Предел текучести, не менее, МПа | Относительное удлинение, не менее,% | Угол холодной гибки с толщиной оправки C |
| А-1 | 6-40 | 380 | 240 | 25 | 180°, С=0,5d |
| А-2 | 10-80 | 500 | 300 | 19 | 180°, С=3d |
| А-3 | 6-40 | 600 | 400 | четырнадцать | 90°, С=5d |
| А-4 | 10-22 | 900 | 600 | 6 | 45°, С=5d |
| А-5 | 10-22 | 1050 | 800 | 7 | 45°, С=5d |
| АТ-4 | 10-40 | 900 | 600 | восемь | 45°, С=5d |
| В 5 | 10-40 | 1000 | 800 | 7 | 45°, С=5d |
| 6:00 | 10-22 | 1200 | 1000 | 6 | 45°, С=5d |
Радиус гиба круглой арматуры
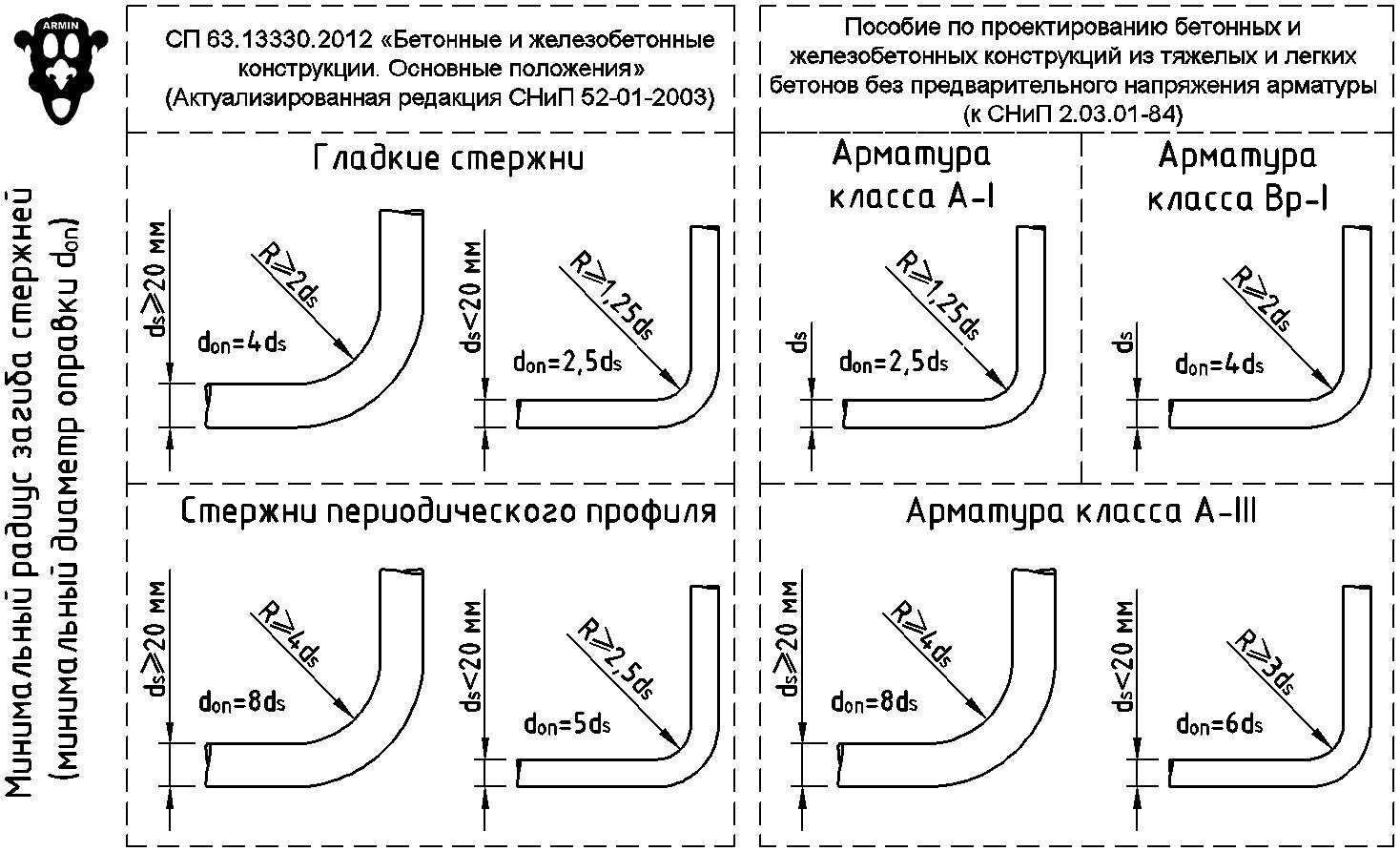
Минимальный размер радиуса изгиба круглой арматуры А240 зависит в первую очередь от сечения арматуры изгибаемого стержня.
При гибке арматуры толщиной менее 20 миллиметров диаметр оправки должен быть не менее 2,5 диаметра стального стержня.
Для стержней диаметром 20 миллиметров и более диаметр оправки гнутой арматуры должен быть равен не менее чем четырем диаметрам стержня.
Таблица радиусов изгиба арматуры и диаметров арматуры с круглой поверхностью в соответствии со стандартами:
| Толщина арматуры, мм | Диаметр оправки, мм | Радиус изгиба и т.д. |
| восемь | 20 | 10 |
| 10 | 25 | 12,5 |
| 12 | тридцать | пятнадцать |
| четырнадцать | 35 | 17,5 |
| 16 | 40 | 20 |
| 18 | 45 | 22,5 |
| 20 | 80 | 40 |
| 22 | 88 | 44 |
| 25 | 100 | 50 |
| 28 | 112 | 56 |
| 32 | 128 | 64 |
Радиус загиба арматуры рельефного профиля
Минимальный радиус изгиба для арматуры А500с и А400 с рельефным профилем диаметром сечения менее 20 мм должен составлять 2,5 диаметра арматуры. А минимальный радиус изгиба гофрированной арматуры А500с и А400 толщиной 20 мм и более должен составлять 8 диаметров изгибаемого арматурного стержня.
В таблице ниже приведены диаметр оправки арматуры а500с, А400 и радиус изгиба арматуры согласно ГОСТ СП 52-101-2003 на арматуру.
| Диаметр стержня, мм | Диаметр оправки, мм | Радиус изгиба и т.д. |
| восемь | 40 | 20 |
| 10 | 50 | 25 |
| 12 | 60 | тридцать |
| четырнадцать | 70 | 35 |
| 16 | 80 | 40 |
| 18 | 90 | 45 |
| 20 | 160 | 80 |
| 22 | 176 | 88 |
| 25 | 200 | 100 |
| 28 | 224 | 112 |
| 32 | 256 | 128 |
Гибка арматуры в МЕТАЛЛ БЮРО
Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.








Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 — 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
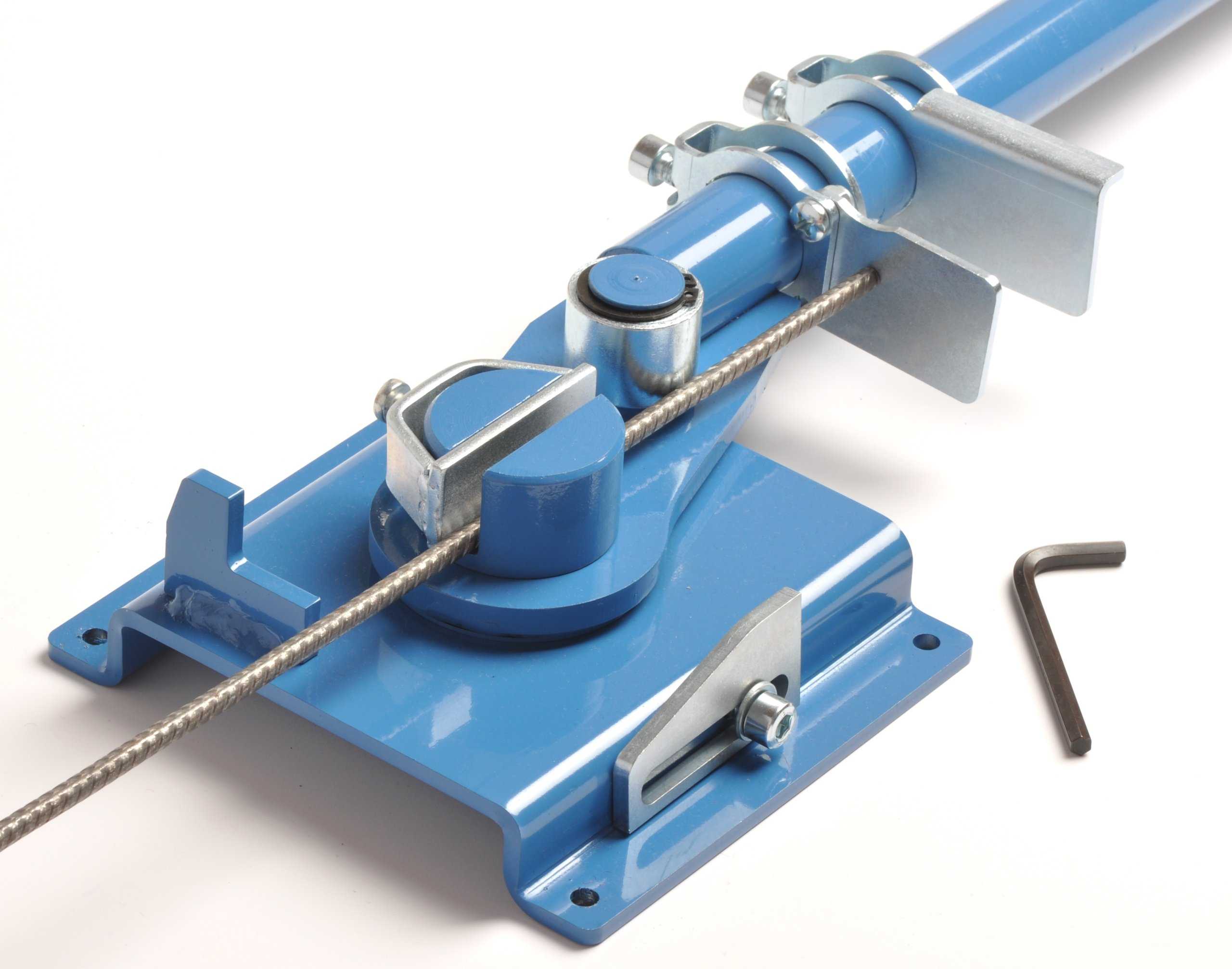
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
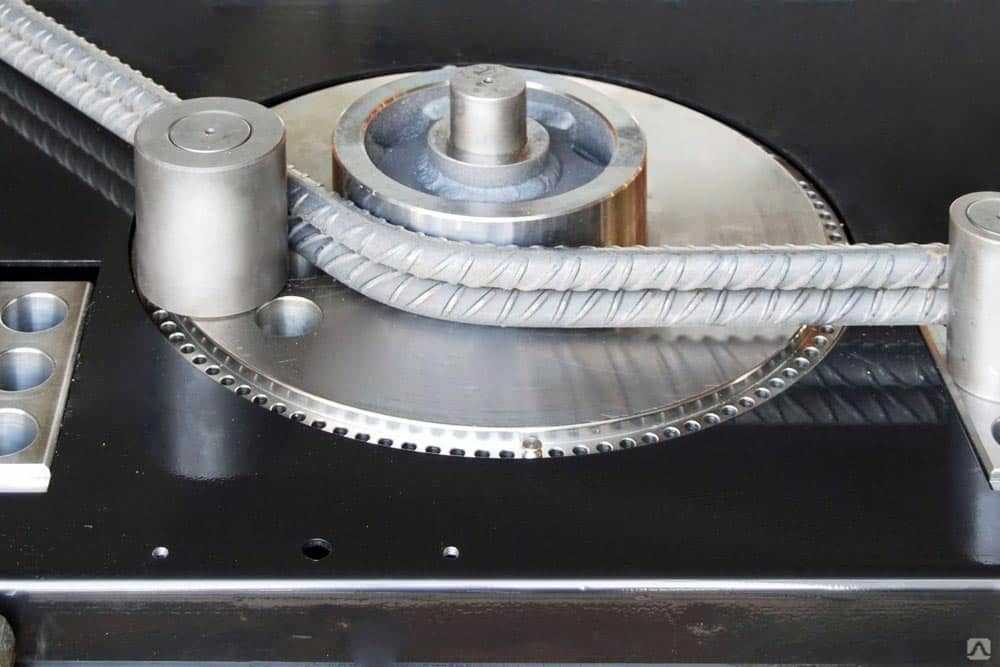
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.
Технологические тонкости гибки арматурных прутов
В процессе гибки стальной прут деформируется только в местах непосредственного изгиба. Волокна материала, находящиеся на внутренней поверхности прута, оказываются с меньшим радиусом изгиба, а находящиеся на внешней поверхности – с большим радиусом закругления арматуры. Поэтому внутренние волокна в продольном направлении сжимаются, а в радиальном – растягиваются. Грань между волокнами, на которой уравновешиваются силы растяжения и сжатия, является нейтральным слоем с постоянной длиной.
На выполнение сгибания и его качество влияют:
- Прочность материала.
- Строительные армпруты производятся разной степени прочности в зависимости от состава и метода изготовления. Им присваивается определенный класс, по которому строитель может судить об уровне прочности.
- Сложность конфигурации изделия после гибки.
Качественное выполнение работы зависит от угла сгиба α и минимального радиуса гиба стальной арматуры r. Предельные значения данных параметров определяются по таблице и зависят от:
- вида сгибания – свободное или с калибрующим ударом;
- материала детали и предварительной термической обработки (отжиг);
- размеров, вида поперечного сечения прута;
- температуры деформации.
При свободном сгибании поперечной деформации прута почти не происходит. Поэтому после окончания деформирования металлический стержень распружинивается, уменьшая угол изгиба. Пружинность металла выражается в виде коэффициента пружинения, возрастающего при росте содержания легирующих компонентов и содержания углерода. Этот коэффициент определяется зависимостью угла пружинения от отношения r/R (r — угол сгиба, R — радиус сечения прута).
Угол пружинения можно найти по следующей таблице:
| Значение a, град, при значенияз r/R, до | Материал | |||||
| 15 | 10 | 6 | 4 | 2 | 1 | |
| 8,4 | 6,3 | 5,0 | 4,3 | 2,6 | 2,0 | Ст.3 |
| 8,8 | 7,0 | 6,0 | 4,6 | 2,9 | 2,0 | Ст.5, Ст 5Гпс |
| 9.0 | 7,5 | 6,5 | 4,8 | 3,2 | 2,3 | 10Г2С, 12ГС |
| 11,4 | 8,5 | 7,0 | 5,3 | 3,5 | 2,3 | 30ГС |
Температура, при которой ведется процесс
Стальные прутки из высокоуглеродистых легированных сталей с диаметром 35 — 40 мм, сгибают при нагревании исходного прута до 600 – 7000 градусов. При слишком маленьком радиус загиба в зоне сжатия образовываются складки, которые можно избежать при 50-процентном относительном сужении сечения деформируемого элемента. Горячее сгибание арматурных прутов производят на горизонтальных гибочных устройствах.
Для арматурных стержней меньшего диаметра применяется холодная деформация, позволяющая сохранить их физико-механические характеристики, прочность на растяжение/сжатие.
Точность размеров и сечения конечного изделия.
От точности диаметр загиба арматуры и правильности расчетных данных требуемого конечного результата напрямую зависит успешность сгибания арматурных прутов.
Применение гнутых стальных прутов на стройках
Для укрепления железобетонных конструкций активно применяется гнутые арматурные изделия в виде хомутов, скоб, крюков, П-хомутов на следующих участках:
- На торцах стен построек устанавливают поперечные стержни в виде замкнутых П-хомутов, которые создают анкеровку концов горизонтальной арматуры и предохраняют конструкцию от выпучивания сжатых вертикальных торцевых армстержней.
- При конструировании участков сопряжения колонн с балками применяются поперечные гнутые стержни типа замкнутых П-образных хомутов, располагающихся в зоне расположения рабочих стержней балки.
Информацию о нормах радиусов гибки арматуры необходимо иметь при сооружении колонн, ленточного фундамента, плит перекрытия, опорных балок. Также выполнение гибки арматурных изделий требуется при возведении востребованных сегодня фундаментных плит и монолитных стен.
Эти вышеперечисленные конструкции предназначены для применения в условиях больших нагрузок, в сложных условиях окружающей обстановки. Прочность этих бетонных конструкций обеспечивается металлическим каркасом из поперечной арматуры и продольных стержней
Поэтому чрезвычайно важно соблюдать указанные в таблицах арматурных гибов нормы для сгибания: места загиба сетки арматуры а500с или другого класса должны четко соответствовать указанным стандартам, чтобы обеспечить прочность и безопасность зданий
Арматурогибочные станки
По типу силы, с помощью которой создается изгибающее усилие, станки классифицируются на:
- ручные,
- гидравлические,
- пневматические,
- электромеханические,
- электромагнитные.
С помощью ручных станков можно изготавливать изделия из арматуры диаметром до 14 мм. Если же требуется вручную согнуть арматуру диаметром более 14 мм. то следует использовать правИльную плиту и комплект специальных ключей. Ручное изготовление криволинейных арматурных стержней целесообразно лишь при небольших объемах работ. Повышение производительности такого ручного труда достигается использованием станков для одновременной обработки нескольких арматурных стержней.
Остальные типы станков отличаются высокой производительностью, точностью изготовляемой конфигурации и возможностью гнутья арматуры любых диаметров. При этом они, как правило, имеют различные функции, повышающие производительность работ, небольшие габариты и возможность функционирования в автоматизированном режиме.
Гибка арматуры на специальном оборудовании позволяет избежать скручивания изделия вокруг центральной оси. Кроме того, согнутые таким образом изделия характеризуются высокой точностью геометрической формы. Этим достигается снижение временных и трудовых затрат на выполнение операций по установке арматурных деталей в требуемое проектное положение, что создает положительный экономический эффект на любой строительной площадке.
Больше информации
Главное назначение арматуры заключается в армирование бетона, который может разрушаться под действиями нагрузок изгибающего характера. Во всех железобетонных конструкциях сжимающие и растягивающие усилия берет на себя металлический прут. Соорудить достаточно прочный, надежный фундамент любого дома невозможно без арматурного каркаса.








Одновременно с этим, армирование углов и разных примыканий путем перекрещивания прямых прутков является серьезным нарушением технологии, которое ослабляет всю конструкцию, что неминуемо приведет к расслоению бетона. Если нужно выполнить угловые связки, требуется монтаж изогнутой арматуры с перехлестом на каждой стороне минимум в 80 см. Кроме того гибка прутков нужна для изготовления разных соединительных элементов, рассчитанных на растяжение (например, лапка, стандартный крюк, прочее).
Этапы сгибания арматуры:
| Выбор инструментов/устройств для загиба арматуры: ручные или с механическим приводом. | |
| Что лучше: самодельные приспособления или выполнить всю работу своими руками. |
Как согнуть арматуру в домашних условиях, чтобы она при этом сохранила прочностные характеристики, знает не каждый. Арматуру, выполненную из стеклопластика согнуть без каких-либо повреждений практически невозможно, поэтому такой обработке подвергают стальную. Опытные строители знают, что разрешается сгибать стержни только механическим способом, не допуская образования острых углов в месте изгиба. Какие-либо закругления следует делать плавными – наиболее оптимальный радиус – 10-15 диаметров арматуры.
Самые распространенные способы неправильного сгибания арматуры:
место сгиба разогревают паяльной лампой (автогеном, сваркой, на костре);
в месте, где будет происходить гибка, посредством угловой отрезной машинки или аналогичным инструментом делается надпил.
После «подготовительных» работ применяют подручный инструмент (молоток, кувалда, труба и прочее) для сгибания арматуры. Оба приема в разы ослабляют стержни, что влечет их последующее разрушение под влиянием нагрузок. Необходимо запомнить, что все виды арматуры гнуться только в холодном состоянии без целостных нарушений.
Ручной станок для гибки арматуры своими руками
Такие устройства имеют простую конструкцию. Благодаря этому сделать своими руками не составит труда. Перед началом работы рекомендуется ознакомиться с чертежами готовых агрегатов.
Основой станка является металлический каркас. К нему с помощью сварки крепится металлический уголок или круглый стержень. Если вы планируете гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки кровати должны быть прочно прикреплены к полу. Но бывают случаи, когда машину планируется сделать переносной. При этом все элементы конструкции должны быть закреплены на сплошной плите. Сама пластина должна быть надежно закреплена перед использованием. Это можно сделать с помощью болтов или специальных штифтов, приваренных к днищу агрегата.

Поворотный стол – это второй элемент, который необходим для изготовления станка. К нему привариваются еще два штифта и рычаг. Центральный и гибочный валы должны располагаться на определенном расстоянии друг от друга. Этот интервал выбирается в зависимости от максимального диаметра сгибаемой на данном станке арматуры. Кроме того, необходимо отступить несколько сантиметров от края. Этот прием позволяет правильно распределить нагрузку. После полного крепления брусков по краям заготовки срезается фаска под углом 45 градусов.
Особое внимание в процессе строительства необходимо уделить процессу сварки. От этого будет зависеть качество всей конструкции
Поэтому для качественной работы устройство надежно фиксируют тисками. По возможности сварные швы следует заменить болтами. Это позволяет перемещать устройство в случае необходимости.