
I . ОБЛАСТЬ ПРИМЕНЕНИЯ
1 . 1. Типова я технологическая карта разработана на ликвидацию тех н олог ич еских разр ы вов при строительстве магистральных трубопроводов диаметрами 1 020 — 1 420 м м.
1 .2. При разра б отке типовой технологической карты при н яты с л е дующи е исходны е положения:
т олщина стенок труб ди аметром 1 020 мм — 1 2 и 1 4 м м;
то же 1 220 мм — 1 2 и 1 6 мм;
— » — 1 420 мм — 1 8 и 20,5 мм.
Трубы изг о товлены из спо к ойных и п ол у спокой ны х низколегированных с талей с предел о м прочн о сти до 55 кг с/ мм 2 .
Монтаж, сварку и изоляцию техноло г ичес к их захлесто в и врезку кату ш ек производят в тра нш ее.
Вид и конструкция и з оляционного п ок рыт и я — дв у слойное из липких полимерных лен т.
1.3. В состав раб о т, рассматриваемых картой , в ходя т:
м онта ж и сварка трубопровода на за хл ес т ах;
врезка и сварка к ат уш ек;
изоляция катушек и захлестов в траншее вручную.
1 .4. Работы в ы полняются в летний период (в условиях равнин о й местности и грунтах естественной влажности) и ведутся в од н у смену пр о дол жи тельнос т ью 6, 8 2 ч.
1 .5. Привязка типово й технологической карты к конкретным условиям строительст в а долж н а включать:
учет сезо н а прои з водства работ;
определе н ие производительности труда при условии изменен ия сменности работ;
расчет кал ь куляци и трудовых затрат с использ о ванием поп р авочных коэффиц и ентов для в ып ол н е ния раб о т в услож н енных условиях с применением технологии и о рга ни зации, пр е ду см отренной картой на нормаль н ые у с ловия;
учет объемов работ, средств механизации и р а схода мат ери а л ов при изменен и и конструкти вны х параметров трубы (толщина стенки, марка стали, разделка кр ом ок ), тип и м арки элек т родов, а при и с пользов ан ии д о пол н ительных м еханиз м ов увел и чение в связи с этим состава звена (бригады ).
4.1. Общие требования
4.1.1. Изготовление (доизготовление), реконструкция, монтаж, наладка и ремонт сосудов и их элементов должны выполняться специализированными организациями, располагающими техническими средствами, необходимыми для качественного выполнения работ.
4.1.2. Изготовление (доизготовление), реконструкция, монтаж, наладка и ремонт сосудов должны выполняться в соответствии с требованиями Правил и технических условий, утвержденных в установленном порядке.
4.1.3. Изготовление (доизготовление), реконструкция, монтаж, наладка и ремонт сосудов или их отдельных элементов должны проводиться по технологии, разработанной до начала работ организацией, их выполняющей.
4.1.4. При изготовлении (доизготовлении), реконструкции, монтаже, наладке и ремонте должна применяться система контроля качества (входной, операционный и приемочный), обеспечивающая выполнение работ в соответствии с требованиями Правил и НД.
Порядок проведения входного контроля неметаллических материалов, из которых изготовляются силовые элементы конструкции сосуда, согласовывается со специализированной организацией.
Определение трубопроводных захлестов
Трубопроводный захлест — это технологический процесс соединения двух или более трубопроводов путем захода одной трубы внутрь другой. Захлесты используются для создания герметичного соединения между трубами, обеспечивая надежность и прочность системы. Они также позволяют снизить риск утечки и дополнительно усилить соединение.
Определение и параметры захлестов могут различаться в зависимости от видов труб, используемых материалов, рабочих условий и требований конкретного проекта. Изначально захлесты разрабатываются в соответствии с требованиями нормативных документов и стандартов, которые регламентируют конструкцию и эксплуатацию трубопроводов.
Основные виды трубопроводных захлестов:
- Резьбовые захлесты — соединение осуществляется путем нарезания резьбы на концах труб и их последующего вкручивания друг в друга. Резьбовые захлесты широко используются в бытовых и промышленных системах.
- Сварные захлесты — соединение осуществляется путем сварки концов труб между собой. Сварные захлесты обеспечивают высокую надежность и прочность соединения, но требуют специализированного оборудования и квалифицированных специалистов.
- Фланцевые захлесты — соединение осуществляется путем прикрепления фланцев к концам труб и соединения их болтами. Фланцевые захлесты позволяют легко разбирать и собирать соединение, что облегчает обслуживание и ремонт системы.
Выбор типа захлестов зависит от многих факторов, включая диаметр трубы, рабочее давление и температура среды, тип транспортируемого материала и требования по герметичности соединения. При проектировании и монтаже трубопроводов рекомендуется руководствоваться рекомендациями и требованиями нормативных документов, чтобы обеспечить безопасность и надежность системы.
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (далее ТТК) — комплексный нормативный документ, устанавливающий по определённо заданной технологии организацию рабочих процессов по строительству сооружения с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ. Они рассчитаны на некоторые средние условия производства работ. ТТК предназначена для использования при разработке Проектов производства работ (ППР), другой организационно-технологической документации, а также с целью ознакомления (обучения) рабочих и инженерно-технических работников с правилами производства работ по монтажу захлеста.
1.2. В настоящей карте приведены указания по организации и технологии производства работ по монтажу захлеста рациональными средствами механизации, приведены данные по контролю качества и приемке работ, требования промышленной безопасности и охраны труда при производстве работ.
1.3. Нормативной базой для разработки технологических карт являются: СНиП, СН, СП, ГЭСН-2001 ЕНиР, производственные нормы расхода материалов, местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТК — описание решений по организации и технологии производства работ по монтажу захлеста с целью обеспечения их высокого качества, а также:
— снижение себестоимости работ;
— сокращение продолжительности строительства;
— обеспечение безопасности выполняемых работ;
— организации ритмичной работы;
— рациональное использование трудовых ресурсов и машин;
— унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов по монтажу захлеста. Рабочие технологические карты разрабатываются на основе типовых карт для конкретных условий данной строительной организации с учетом её проектных материалов, природных условий, имеющегося парка машин и строительных материалов, привязанных к местным условиям. Рабочие технологические карты регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ. Конструктивные особенности по монтажу захлеста решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.


Рабочие технологические карты рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации, по согласованию с организацией Заказчика, Технического надзора Заказчика.
1.6. Технологическая карта предназначена для производителей работ, мастеров и бригадиров, выполняющих работы по монтажу захлеста, а также работников технического надзора Заказчика и рассчитана на конкретные условия производства работ в III-й температурной зоне.
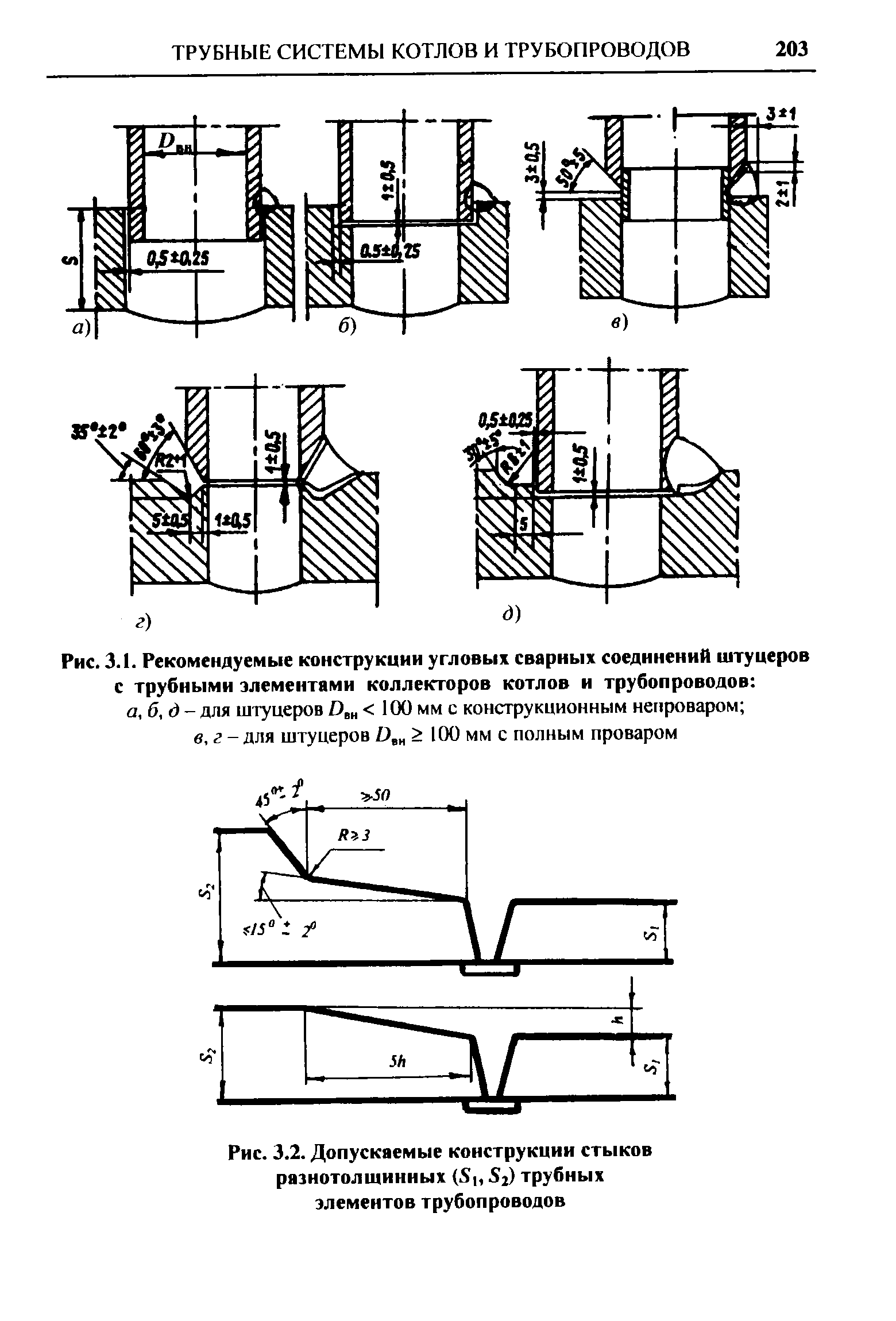
Технические аспекты сборки трубопроводов
Сборка трубопроводов – это сложный процесс, требующий точности и строгого соблюдения технических требований. Одним из важных аспектов при сборке является учет различий в толщине труб.
Обычно при монтаже трубопроводов стараются использовать трубы одинаковой толщины, чтобы обеспечить надежность и прочность соединения. Однако в ряде ситуаций возникает необходимость собирать трубопроводы с разнотолщинными трубами.
При сборке разнотолщинных трубопроводов необходимо учитывать ряд технических особенностей. Прежде всего, при соединении труб с различными толщинами необходимо установить соответствующие фланцы или муфты, которые позволят компенсировать разницу толщин и создать надежное соединение.
Важным моментом при сборке разнотолщинных трубопроводов является правильное подбор и использование герметизирующих элементов, таких как прокладки и уплотнители. Они должны быть достаточно гибкими, чтобы компенсировать разницу в толщине труб и обеспечить герметичность соединения.
Также следует обратить внимание на возможные деформации разнотолщинных труб при монтаже. В процессе сборки трубопроводов необходимо следить за тем, чтобы неравномерное распределение нагрузок не вызвало деформацию и привело к нарушению герметичности соединения
Важная роль при сборке разнотолщинных трубопроводов отводится квалификации и опыту сборщика. Он должен иметь достаточные знания и навыки для правильной установки соединений, учета разных толщин труб и выбора необходимых уплотнительных элементов.
Таким образом, сборка разнотолщинных трубопроводов является технически сложной задачей, требующей внимания к деталям и соблюдения всех технических требований. При правильной сборке и учете всех особенностей разнотолщинные трубопроводы могут быть надежными и прочными.
Воспринимаемая сложность сборки разнотолщинных труб
Сборка разнотолщинных труб может представлять определенные трудности, но с правильным подходом и использованием соответствующих методов она может быть успешно осуществлена
Важно иметь в виду, что правильное соединение трубопроводов является ключевым аспектом эффективной работы системы
Одной из основных сложностей при сборке разнотолщинных труб является несовпадение размеров и геометрических параметров соединяемых элементов. Различия в толщине стенок могут привести к неправильным выступаниям или зазорам при соединении труб, что может привести к утечкам или другим проблемам.
Для успешной сборки разнотолщинных труб необходимо применить определенные технологии и методы
Важно правильно выбрать тип соединения, который обеспечит надежную и герметичную связь между трубами. Применение специальных фланцев, муфт или других элементов может значительно облегчить процесс сборки и устранить возможные проблемы
Также важно обратить внимание на качество и состояние труб. Неправильно выбранная или поврежденная труба может привести к проблемам при сборке и использовании трубопровода. Поэтому перед монтажом необходимо проверить трубы на повреждения, коррозию или другие дефекты
Поэтому перед монтажом необходимо проверить трубы на повреждения, коррозию или другие дефекты.
При сборке разнотолщинных труб необходимо обратить внимание на корректное закрепление соединенных элементов. Использование правильных крепежных элементов и методов крепления обеспечит надежность и устойчивость трубопроводной системы
В целом, сборка разнотолщинных труб может быть сложной задачей, требующей определенных знаний и опыта. Однако, при использовании правильных методов и материалов, а также при соблюдении всех требований и норм, можно успешно справиться с этой задачей и обеспечить надежную и эффективную работу трубопроводной системы.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу захлеста.
2.2. Работы по монтажу захлеста выполняются в одну смену, продолжительность рабочего времени в течение смены составляет:
где 0,828 — коэффициент использования механизмов по времени в течение смены (время, связанное с подготовкой к работе и проведение ЕТО — 15 мин, перерывы, связанные с организацией и технологией производственного процесса и отдыха машиниста — 10 мин через каждый час работы).
2.3. В состав работ, последовательно выполняемых при монтаже захлеста, входят:
— доработка вручную приямка для сварки стыка захлеста;
— очистка полости трубы от земли или снега, а также концов труб от изоляции;
— подготовка кромок труб (зачистка кромок и снятие фасок);
— сборка стыка и подогрев кромок труб;
— установка, прихватка и сварка стыка ручной электродуговой сваркой;
— неразрушающий контроль качества сварного стыка;
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном с Передвижным сварочным агрегатом типа АДД предназначенного для сварки неповоротных стыков стальных труб всех диаметров, в качестве ведущего механизма.
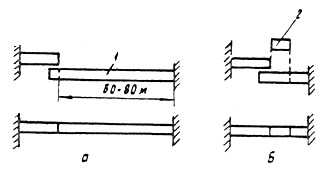


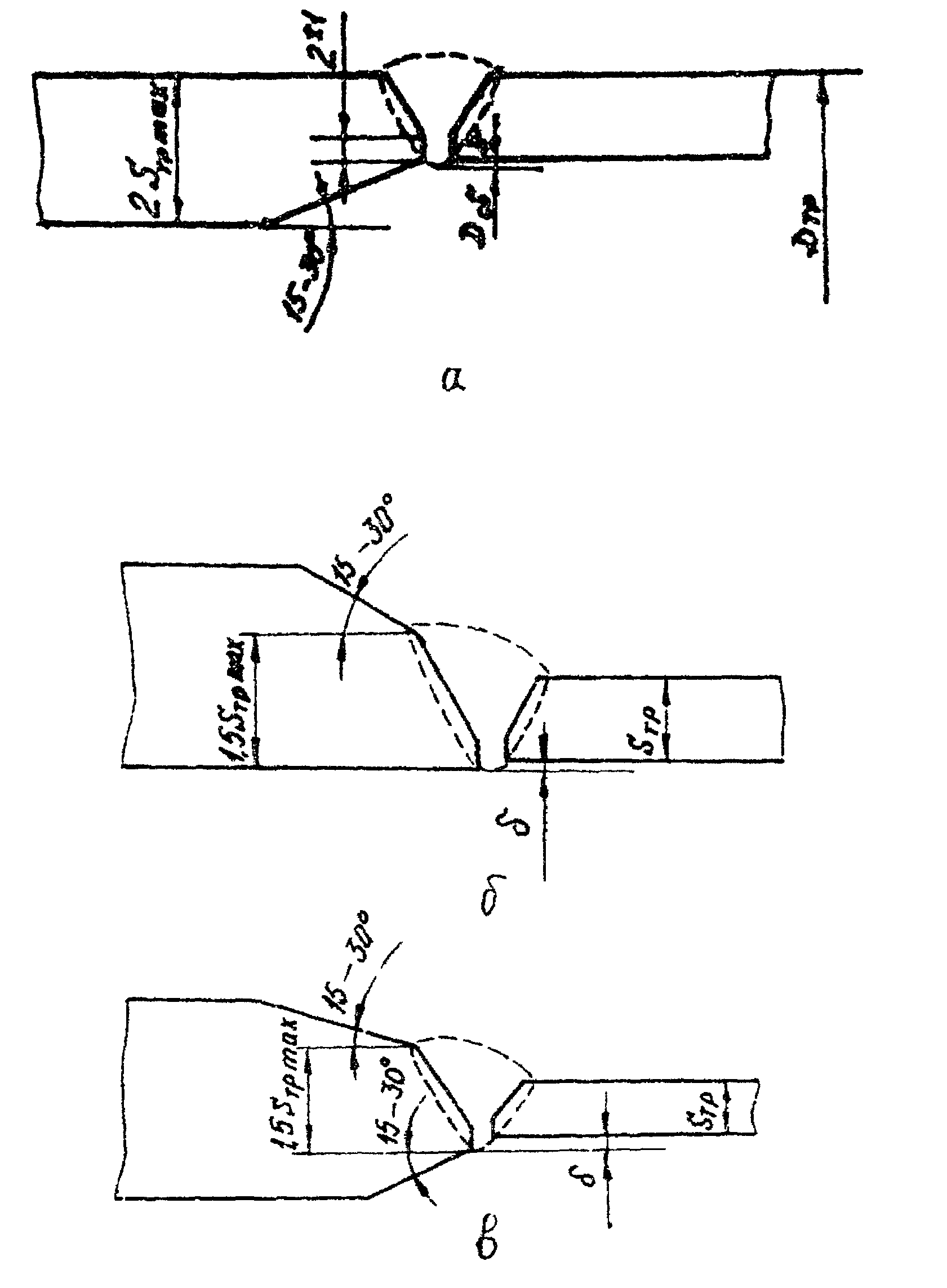

Рис.1. Сварочный агрегат АДД
1 — генератор; 2 — двигатель; 3 — регулятор скорости вращения; 4 — бак с горючим
2.5. Работы следует выполнять, руководствуясь требованиями следующих нормативных документов:
— СТО Газпром 2-2.4-083-2006. Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов;
— СТО Газпром 2-2.2-115-2007. Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно;
— СТО Газпром 2-2.2-115-2007. Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов;
— ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия;
— ГОСТ 9467-75*. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы;
— ГОСТ Р 52079-2003 Трубы стальные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия;
— СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
— СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
— РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
— РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
II . ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РАБОТ
2. 1 . До начала ра бо т по ликвидации технологических разр ы вов (зах л естов и катушек) необходимо:
оста в ить не зас ып а н н ым и в местах тех н ологических разры в ов ко н цы уложе нн ого трубо п ровода длиной до 80 — 1 00 м в зав и симости от диаметра трубопровода;
вырыть приямки заблаговременно в м е с тах зах л еста или врезки катушки;
доставить к месту врезки катушки трубу необходи м ой длины;
перебаз и ровать к месту ведения раб о т механизмы, инструмент и необходимые материалы (трубы, пол им ер н ые ле н ты, э лектроды ).
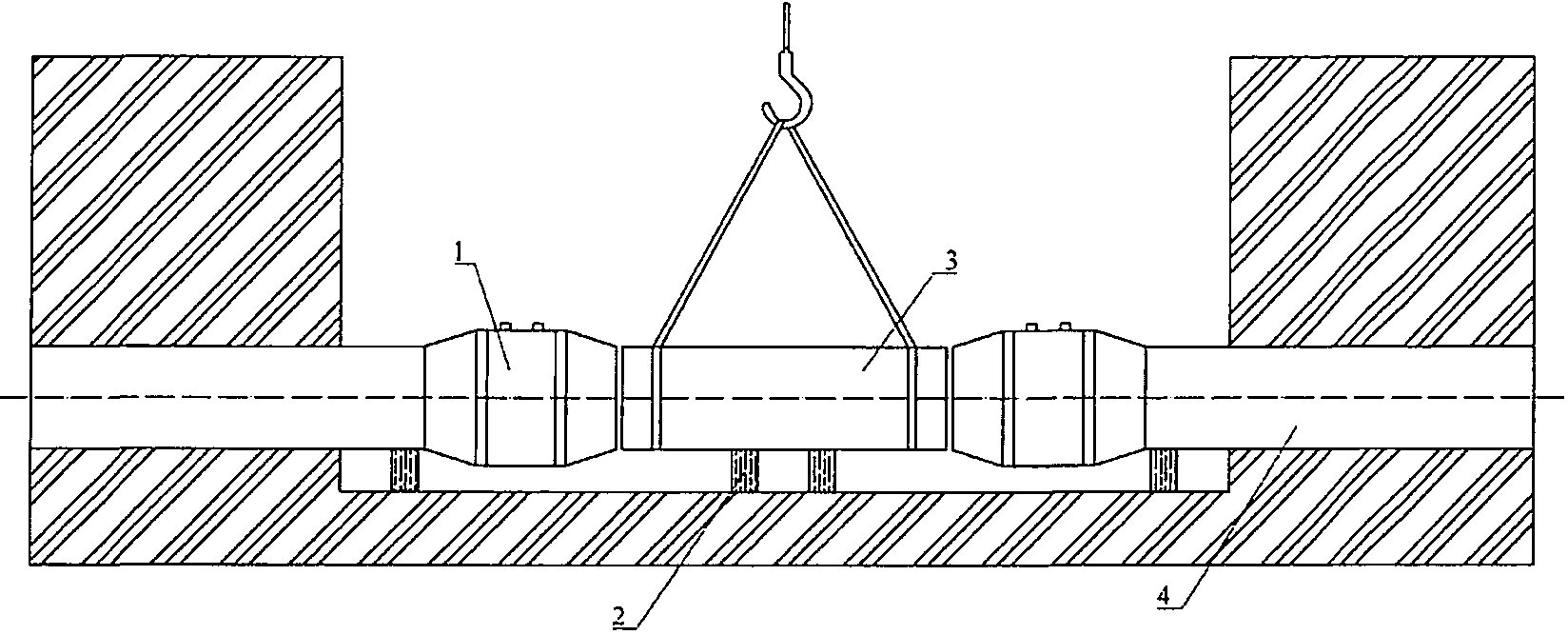
2.2. Монтаж трубопровода при ликвидации тех н ологического захлеста производят в сл е дую щ ей т ехн о логической последователь н ости (рис. 1):
определить место реза под стык технологического захлеста (стык должен быть расположен на расстоянии не менее одного диа м етра от соседнего стыка );
приподнять по с ле снятия инвентарных заглу ш ек плеть, п о длежащую обр е зу , т рубоу к ладч и ко м вверх и о тве сти в сторону на 20 — 25 см из в е рхней образу ющей пле т и, лежащ е й на дне тр анше и;
очистить от изоляции ко нц ы труб и произвести разметку линии реза с таким расчетом, чтоб ы зазор в стыке не прев ыш а л допустимо й велич и ны для данного диаметра и толщ и ны стенок труб;
обрезать под фаску ко н ец верхней трубы м аши нк ой для р езки труб «Орб и та — 2 » .
Рис. 1. Схема организации р а бот при ликвидации технологического зах л еста:
1 — трубоукладчик; 2 — с варочна я установка; 3 — аппаратура для резки; 4 — центратор нару ж ный; 5 — ма ш ина для обрезки труб.
П осле резки п оверхность кромок т руб дол жна быть ров н ой без в ы ступов и выр ы во в . Кромк и тщател ь но обрабатыв аю т шлифовальной маш и нкой с внутренней и наружной стороны. Угол скоса д ол жен быть 30 — 35°, приту п ление 1 ,5 — 2 мм. Косину стыка (не перпе ндик улярность торца трубы к ее образующей) проверяют при помощи специаль ны х шаблонов.
2.3. Трубоукладчиком верхнюю плеть опускают на дно тра н шеи, собирают и центруют ее с помощью наружного це н тратора типа ЦЗ . Зазор в стыке перед сваркой должен соответствовать 3, 0 — 3 ,5 мм. Ц ентровку стыка выполняют без натя ж ки си лов ыми м е ханизмам и .
2.4. По окончании сборки и подгонки прихватывают и сваривают стык.
2.5. Монта ж стыка пр и врезке катушек осуществляют в сле д ующей технологической после д овательности (рис. 2 ):
очи щ ают от изоляции концы п летей, зате м кро м ки катуш к и и плети зачищают шлифовальной машинкой с вн у тренней и наружной сторон ы до металлического блеска на ширину не менее 1 0 мм;
приподнимают трубоукладчиком конец одно й из плетей, лежащих на дне тран ш еи;
прист ы ковыва ю т вторы м трубоукладчиком кату ш ку к приподн я той плети и удерживают ее в этом поло ж ении до окончания сборки и сварк и стыка с помо щ ью нару ж ного центратора типа ЦЗ.
Монта ж второго стыка при врезке катушки прои з в о дят аналог и чно мо н та ж у сты к а п ри ликвидац и и технологического зах л еста.
Рис. 2. Схе м а организации работ при в р е з к е кату шк и:

1 — трубоукладчик; 2 — свароч н ая установка; 3 — а пп аратура для резки; 4 — центратор нару ж ный; 5 — газ о режущая маш ин к а.
2.6. Сварку с т ы ков п ри монтаже зах л есто в и катушек следует производить по тех н ологии, у с тановленной в технологических картах на сборку и сварку с екций в нитку при строительстве магистральн ы х трубопроводов диаметрами 1020, 1 220, 1 420 мм.
Источник
4.2. Допуски
4.2.1. Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических отбортованных элементов днищ, сферических днищ, изготовленных из листов и поковок, не должно превышать ±1 % номинального диаметра.
Относительная овальность в любом поперечном сечении не должна превышать 1 %. Величина относительной овальности определяется по формулам:
в сечении, где отсутствуют штуцера и люки:
в сечении, где имеются штуцера и люки:
где Dmax, Dmin — соответственно наибольший и наименьший наружные (внутренние) диаметры сосуда, мм;
d — внутренний диаметр штуцера или люка, мм.
Величину относительной овальности для сосудов с отношением толщины стенки обечайки к внутреннему диаметру 0,01 и менее допускается увеличить до 1,5 %.
Относительная овальность для элементов сосудов, работающих под наружным давлением, не должна превышать 0,5 %.
4.2.2. Увод (угловатость) f кромок в сварных швах не должен превышать f = 0,1s + 3 мм, но не более соответствующих величин, указанных в табл. 2 для элементов сосудов (рис. 1).
Таблица 2. Максимальный увод кромок в стыковых швах
4.2.3. Смещение кромок b листов (рис. 2), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не должно превышать b = 0,1s, но не более 3 мм. Смещение кромок в кольцевых швах, за исключением швов, выполняемых электрошлаковой сваркой, не должно превышать величин, приведенных в табл. 3. Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм.
Таблица 3. Максимально допустисые смещения стыкуемых кромок в кольцевых швах
4.2.4. Смещение кромок в стыковых сварных соединениях труб не должно превышать величин, приведенных в табл. 4.
Таблица 4
4.2.5. Допуски, не указанные в настоящем разделе, должны соответствовать требованиям НД.