
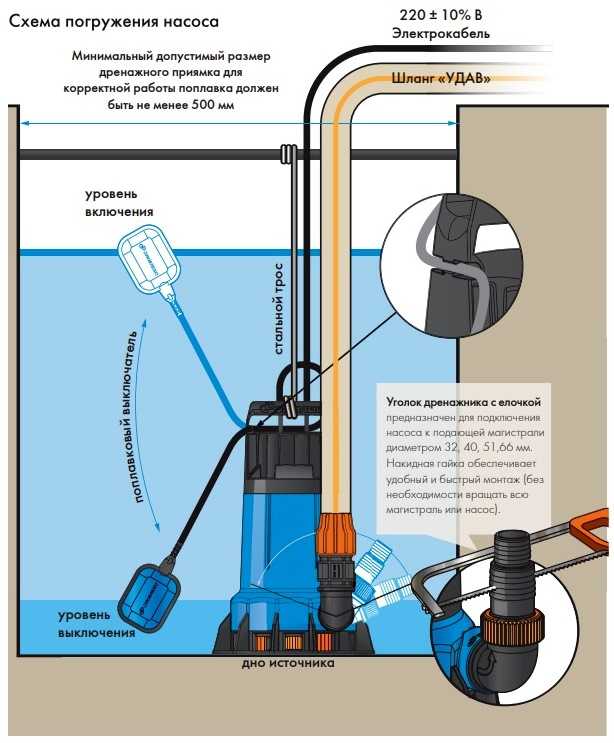
Труборасширители, как особые вальцовочные инструменты

Расширитель труб также используется для калибровки стальных, медных, алюминиевых трубопроводных систем водоснабжения, отопления, кондиционирования, а также холодильных систем без использования фитингов. Рабочей его частью является головка цанговая с конусом-штырем расширительным, который при работе расширяет движущиеся сегменты для получения необходимого диаметра. Штырь конусный может двигаться посредством винта хода по трапециевидной резьбе, сопровождаемый трещоткой или клещевым устройством (муфтирующими клещами), или же может быть оснащен пневматическим, гидравлическим, электрическим приводом. Ручной прибор обладает небольшими размерами, прост по своей конструкции, им удобно обрабатывать изделия из стали, меди, алюминия.
Муфтирующие клещи являются одним из видов ручного расширителя, специально предназначенные, для развальцовки труб малого диаметра, что выполняется в течении одного хода. После их работы две трубы возможно надежно соединить без использования фитингов.
Конструкция труборасширителя
Он состоит из:
- Корпуса основания;
- Зажимов и фиксаторов;
- Рукояток;
- Головки под насадки;
- Механизированной системы подачи мускульных усилий.
Корпус, обычно, выполняется из стали и представляет собой одну или две трубки различного диаметра, которые скреплены посредине. На трубке закреплены удобные накладки, упрощающие хват и удержание прибора. На конце трубосрасширителя установлена головка, на которую интегрируется соответствующая насадка, в зависимости от выполняемой задачи. Вращая головку в сторону можно расширять отверстие патрубка до нужного диаметра. Стоит отметить, что самые бюджетные модели не рассчитаны на смену насадок. В этом случае понятие головка и насадка «сольются» и головка превратится в несъемную насадку. Сами же насадки могут быть разными – от сложных лепестковых механизмов до круглых колец из металла, которые лишь немного меняют свой диаметр, благодаря приложению мускульных усилий на рукоятку. Система передачи усилий может быть реализована за счет работы пружин, а может быть выполнена на электроприводе или гидравлике.
Монтажные гильзы
Монтаж отопительной системы невозможен без использования монтажных гильз. При прокладке трубопровода сквозь стены и перекрытия стенки изделий вступают в контакт с агрессивной средой.
В силу физических законов, трубы при эксплуатации будут подвергаться периодическому сужению и расширению. Это приведет к механическому воздействию на поверхность с гарантией более быстрого износа в местах контакта. Чтобы этого избежать, в строительных нормах СНИП предусмотрено снабжение трубопроводов дополнительными конструктивными деталями, которые называются гильзами.
- предотвращать протекание жидкостей со смежных помещений или улицы;
- не допускать прохода ненужных газообразных веществ;
- сохранять звукоизоляцию;
- обеспечивать целостность строения при демонтаже или замене трубопровода;
- предупреждать проникновение нежелательных насекомых в помещения.
Трубопровод может проходить через любое здание в двух плоскостях: вертикальной (полы, перекрытия, потолки) и горизонтальной (внутренние и внешние стены, перекрытия).
Гильза состоит из:
- Чехла (стандартный или нарезается из стальных или полимерных труб).
- Набивки (заполнение полости между трубопроводом и чехлом), в качестве которой может выступать мягкий негорючий материал. Возможно использование специальных цементных или глиняных смесей.
Размер гильзы в сборе определяется внешним диаметром трубопровода и толщиной стены или перекрытия: размер чехла и длина изделия должны быть на 10–20 мм больше.
Данное видео кратко познакомит с монтажом системы отопления в квартире.
Общие сведения о трубах отопления
Все трубы для систем отопления условно могут быть поделены на два вида: металлические и полимерные.
- медные;
- металлопластиковые;
- бронзовые;
- металлические гофрированные;
- стальные.
Медные трубы превосходят все остальные по таким параметрам: долгий срок службы, гладкость, повышающая скорость передвижения теплоносителя, устойчивость к ультрафиолету.
- поливинилхлорид (ПВХ);
- полиэтилентерефталат ( ПЭТ);
- металлопластик;
- полиуретан;
- пропилен;
- полипропилен.
Диаметр сечения, в котором предлагаются пропилен и полипропилен трубы, может быть в пределах 16-110 мм. К достоинствам этого материала можно отнести: сравнительно небольшой вес, легкость обработки и проведения монтажных работ, невысокую цену.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Применение редукторов трубы в различных индустриях
Редукторы трубы широко применяются в различных индустриях для решения задач, связанных с изменением размеров трубопроводов или переходом от одного диаметра трубы к другому. Эти устройства играют важную роль в многих отраслях, обеспечивая переход от одного параметра системы к другому и обеспечивая препятствия для потери давления.
Одной из основных отраслей, где применяются редукторы трубы, является нефтегазовая промышленность. В нефтяной и газовой промышленности редукторы трубы используются для соединения различных частей трубопроводной системы, устанавливая между ними переход от большего к меньшему диаметру. Это позволяет оптимизировать потоки нефти и газа, снизить трение и потерю давления, а также обеспечить безопасность и стабильность работы трубопроводов.
Кроме того, редукторы трубы находят применение в химической промышленности. В процессе производства химических продуктов часто возникает необходимость изменения диаметра труб, и редукторы позволяют выполнить эту задачу. Они также применяются для подключения различных устройств и оборудования, обеспечивая переход от одной трубы к другой с разными размерами диаметра. Это позволяет эффективно управлять течением жидкостей и газов в процессе производства химических веществ.
Другими отраслями, где используются редукторы трубы, являются пищевая промышленность, энергетика, машиностроение и строительство. В пищевой промышленности редукторы трубы позволяют осуществить соединение различных участков трубопроводов при переходе от больших диаметров к меньшим, что влияет на качество производства пищевых продуктов. В энергетике редукторы трубы используются для подключения различных систем теплоснабжения и водоснабжения, обеспечивая переход от одного диаметра трубы к другому и предотвращая потери давления. В машиностроении и строительстве они применяются для соединения различных участков трубопроводной системы и обеспечения перехода от одних размеров трубы к другим.
Таким образом, редукторы трубы играют важную роль в различных отраслях промышленности, обеспечивая оптимизацию потоков жидкостей и газов, снижение трения и потерь давления, а также обеспечение безопасности и стабильности работы трубопроводов. Благодаря своей универсальности и эффективности редукторы трубы находят широкое применение, повышая эффективность работы производственных процессов в различных отраслях.
Редукторы трубы: особенности и преимущества
Преимущества использования редукторов трубы неоспоримы:
Особенности редукторов трубы заключаются в их разнообразии в виде конусных, цилиндрических и эксцентрических форм. Каждый тип редуктора выбирается в зависимости от задач и требований конкретной системы. Конусные редукторы широко применяются в системах с высокими требованиями к аэродинамическим характеристикам. Цилиндрические редукторы идеально подходят для систем, работающих под высоким давлением и температурой. Эксцентрические редукторы наиболее подходят для систем с высоким уровнем абразивности среды.
Таким образом, редукторы трубы имеют ряд преимуществ, среди которых повышение эффективности системы, экономия пространства и затрат, а также удобство монтажа и обслуживания. Их особенности зависят от типа редуктора и требований системы. Все это делает редукторы трубы неотъемлемой частью множества промышленных и бытовых систем.
Вместо эпилога
Проведенным анализом современного рынка установлено, что на нем более всего преобладают модели, произведенные в азиатских странах. Тем не менее, можно отметить следующую тенденцию, свидетельствующую о том, что если приспособление не находится в бюджетном сегменте, но произведено в Азии, то его качеству вполне возможно доверять. В то же время, российские образцы не пользуются большой популярностью у отечественного покупателя в силу их малой функциональности. Однако, качество они способны поддерживать на уровне. Касательно западных производителей – в их образцах хорошо все – и качество, и функционал, и эргономика. Вот только цена на них чрезвычайно завышена. Отсюда можно сделать вывод, что лучшим выбором могут стать образцы из среднего ценового сегмента, произведенные на Дальнем Востоке. В то же время, для большего удобства следует приобретать приспособления, матрицы которых способны работать сразу в двух системах счисления – и метрической и в дюймовой.
Методы вальцевания
В зависимости от температуры материала, подлежащего вальцовке, все процессы можно условно подразделить на две группы:
- Горячее – используется для обработки материалов, которые имеют высокое сопротивление к изменению формы. Как пример можно привести нагрев пластиковых труб для их вальцовки по радиусу.
- Холодное – применяется для обработки мягких материалов, например, сталь низкого качества, алюминий и медь, а также им подобные.
Оба этих метода используются как при заводской, так и при ручной обработке. Если предполагается самостоятельная работа, то лучше использовать экспандер или особый набор. В набор должны быть включены:
- Труборез;
- Шаблоны с отверстия, различными по диаметру;
- Зажимы;
- Труборасширитель (обычно конусный).
Чаще всего используют три типа воронки:
- Стандартная – буквальный вариант, встречается повсюду;
- Грибок евростандарта – визуально напоминает автомобильную покрышку, да и встречается на машинах производства стран Европы;
- На воронке имеется двойное сложение краев – такая воронка распространена в трубопроводах автомобилей американского производства.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Станки для редуцирования концов труб
Макс. Ø обрабатываемой трубы: 100 мм
Подача трубы: автоматическая
Обработка трубы: автоматическая
• Гидравлические машины для формирования концов труб (редуцирования): одноголовочные, двухголовочные, трехголовочные
• PLC контроллер, гидравлический привод
• Запуск и остановка процесса обработки через ножную педаль
• Быстрая система смены оснастки
• Самодиагностика и сообщение об ошибках
• Обрабатываемые материалы: сталь конструкционная, нержавеющая сталь, цветные металлы
Макс. Ø обрабатываемой трубы: 75 мм
Подача трубы: автоматическая
Обработка трубы: автоматическая
Загрузка трубы: автоматическая
Макс. Ø обрабатываемой трубы: 125 мм
Подача трубы: автоматическая
Обработка трубы: автоматическая
Ротационная вытяжка изделия
Макс. Ø обрабатываемой трубы: 75 мм
Обработка трубы: автоматическая
Макс. Ø обрабатываемой трубы: 125 мм
Подача трубы: автоматическая
Обработка трубы: автоматическая
Гидравлическая опрессовка изделия
Операция редуцирования труб давлением получила широкое распространение. С ее помощью можно придать трубопрокату требуемый диаметр – увеличенный или уменьшенный, изготовить конусообразную заготовку или сложную конструкцию из металлического профиля. Для перечисленных операций применяют станки для редуцирования труб.







Редуцирование (высадка) труб
Раньше трудоемкая работа, связанная с обработкой труб, была уделом крупных промышленных предприятий. В настоящее же время средние и даже совсем небольшие компании также получили шанс расширить возможности своей фирмы за счет включения подобных задач в число предоставляемых ими услуг. И все это благодаря современной линейке станков от «Ажурсталь».
Читайте так же: Труба в крыше для газовой колонки
Сегодня в номенклатуре челябинского разработчика 9 уникальных установок серии «Ажур», и о некоторых из них мы уже рассказывали в материалах портала Equipnet.ru. Поэтому в данном материале подробнее остановимся на профессиональном станке «Контур 3» и его новых возможностях, в числе которых и высадка труб.
Горизонтальный гидравлический пресс «Контур 3»

Увидев эту компактную кузнечно-прессовую машину трудно себе представить, что ей достаточно для изготовления сложнейшего геометрического элемента каких-то 2-3 секунд. А между тем, станок, благодаря установленной на нем мощной гидравлике с усилием 30 тс, способен создавать из заготовок квадратного и круглого сечения не одну и даже не 100 однотипных деталей, а целые партии. Это делает установку востребованной не только на малых и средних металлообрабатывающих предприятиях, но и на крупных производствах. При таких жестких условиях эксплуатации приятно удивляет и заявленный производителем срок службы станка – 10 лет, включая 3 года гарантии!
Станок, созданный челябинской компанией «Ажурсталь», работает с электросварными и бесшовными трубами с наружным диаметром от 21,8 до 76 мм. Операции преимущественно выполняются без нагрева изделия, кроме заготовок самого малого диаметра. Для этого достаточно иметь индукционную установку. Сам «Контур 3» применяется для уменьшения диаметра конца трубы или наоборот – его развальцовки. Для этого на станок устанавливается новейшая оснастка для высадки. После осуществления всех операций редуцированные и розданные концы труб готовы к сборке готового изделия путем простого соединения друг с другом. Иногда для полной надежности концы дополнительно свариваются или закрепляются шпонкой. Такие операции часто применяются при создании труб для горячего и холодного водоснабжения, в мебельном производстве и в производстве трубчатых элементов для спортивного инвентаря.
К слову, к штампу разработано семь дополнительных комплектов (пуансон + обойма) для работы с трубами различного диаметра. Всё, что вам нужно – приобрести новейшую оснастку и установить её на станок «Контур 3». И высокое качество создаваемой с их помощью продукции гарантировано!
Info
- Publication number
- RU2019326C1
RU2019326C1
SU5033813A
RU2019326C1
RU 2019326 C1
RU2019326 C1
RU 2019326C1
SU 5033813 A
SU5033813 A
SU 5033813A
RU 2019326 C1
RU2019326 C1
RU 2019326C1
Authority
RU
Russia
Prior art keywords
perimeter
oval
reduction
cross sections
gauge
Prior art date
1992-03-24
Application number
Other languages
English (en)
Inventor
Ф.Г. Свидовский
С.В. Самусев
Л.М. Воронин
Original Assignee
Всероссийский научно-исследовательский, проектно-конструкторский и технологический институт кабельной промышленности
Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.)
1992-03-24
Filing date
1992-03-24
Publication date
1994-09-15
1992-03-24Application filed by Всероссийский научно-исследовательский, проектно-конструкторский и технологический институт кабельной промышленности
filed
Critical
Всероссийский научно-исследовательский, проектно-конструкторский и технологический институт кабельной промышленности
1992-03-24Priority to SU5033813
priority
Critical
patent/RU2019326C1/ru
1994-09-15Application granted
granted
Critical
1994-09-15Publication of RU2019326C1
publication
Critical
patent/RU2019326C1/ru
Процесс изготовления самодельных клещей
Отрезаем кусок круглой стальной трубы. С двух сторон срезаем часть стенки. Оставшуюся часть разрезаем и разгибаем в стороны, потом выравниваем. В итоге у нас должны получиться «ушки».


Подбираем подходящего диаметра стальной пруток, и сгибаем его под углом 90 градусов.


Сверлим отверстия в «ушках» заготовки и в самом прутке, после чего соединяем детали с помощью штырька. Концы штырька надо будет заклепать.

На последнем этапе отрезаем еще один кусок кругляка, и привариваем к «ушкам». Зачищаем сварные швы, и наша самоделка готова.

Пошаговый процесс изготовления клещей для уменьшения диаметра круглых труб можно посмотреть в авторском видеоролике. Идея принадлежит автору YouTube канала Mr SunY.
Источник
Применение редуцирования труб
Редуцирование труб – это процесс изменения диаметра трубы с помощью специального инструмента – редуктора. Этот процесс имеет широкое применение в различных отраслях промышленности и строительства.
Основные области применения редуцирования труб:
- Нефтегазовая промышленность: редуцирование труб используется для создания соединений между различными элементами трубопроводных систем, а также для уменьшения проницаемости труб при необходимости снижения давления.
- Металлургия: редукторы применяются для создания деталей из металлических труб различных диаметров. Это позволяет производить заготовки с нужными геометрическими параметрами.
- Судостроение: редуцирование труб применяется для создания систем отопления, вентиляции и кондиционирования воздуха на судах, а также для соединения трубопроводов различных систем.
- Химическая промышленность: процесс редуцирования труб используется для создания соединений в трубопроводах, транспортирующих химические вещества, а также для изменения параметров трубопроводов в соответствии с требуемым производственным процессом.
Также редуцирование труб широко применяется в гражданском строительстве и в сфере коммунального обслуживания, например, при монтаже систем отопления и водоснабжения, а также при прокладке канализационных сетей.
В целом, редуцирование труб является важным процессом, который позволяет создавать качественные и надежные соединения между трубами различных диаметров, а также приспосабливать трубопроводы под специфические требования и условия эксплуатации.
Виды вальцовки и гибки
С помощью вальцевания можно изготовить из трубок изделие необходимой формы. При этом с помощью этого способа можно не только согнуть изделие из любого металла, но и уменьшить диаметр.
Вальцовка применяется для разных целей:
- Для уменьшения диаметра трубок из разных материалов. Так можно деформировать тонкостенные изделия из нержавейки, чугуна, стали и т. д.
- С помощью вальцовки можно загнуть изделие. В этом случае нужно гнуть по специальному шаблону.
- Разгибание и выпрямление. Однако этого делать не рекомендуется, так как изделие теряет прочность.
- Увеличение диаметра. Однако этот процесс считается наиболее трудоемким.
- С применением специального трубогиба можно согнуть своими руками изделие в змеевик.
Все описанные процессы используются при изготовлении и ремонте трубчатых изделий. С их помощью можно даже сделать согнутые в кольцо элементы для украшения кованых ворот.
Станок для уменьшения диаметра трубы
- Обжимной станок UCP-51 изготовлен на собственном производстве, хорошо зарекомендовал себя на российском рынке.
- Может использоваться как индивидуально, так и в составе производственной линии.
- Имеет высокую производительность работы (до 400 обжимов в час), удобство и простоту в использовании.
- Идеально подходит для специализированных производственных участков в самых разнообразных сферах применения обжимного оборудования.
- Обжим может осуществляться в ручном и в автоматическом режиме.
- Применяется для редуцирования трубы с допустимой толщиной стенок до 4 мм. Работает во всем диапозоне размера трубы от 6 до 51мм.
- Станок оснащен ручкой для точной регулировки величины обжатия трубы. Регулировка задает степень обжатия с точностью до 0,1мм.
- Применяются надежные уплотнители поршня и штока.
- Насос работает бесшумно, т.к. погружен в масло.
- Плита распределительная с предохраниткльным клапаном.
- Управление выполнено на базе программируемого реле Овен.
- Конструкция станка оборудована упором осевого перемещения трубы с возможностью регулировки под разную глубину обжима. А также горизонтальной площадкой с двумя боковыми ограничителями, при помощи которых возможно осуществлять позиционирование разных диаметров труб. Упор осевого перемещения и площадка позиционирования заготовки значительно облегчают работу оператора, увеличивают производительность и повышают качество обжима.
- Каждый вновь изготовленный обжимной станок обязательно проходит ресурсные испытания, процедуру «обкатки», что позволяет выявить дефекты до запуска оборудования в производство.
- Опрессовочный станок UCP-51 имеет ножную педаль управления.
- Для хранения рабочих кулачков разных диаметров в станке предусмотрен выдвижной ящик с органайзером под 8 комплектов кулачков.
- Заправлен гидравлическим маслом.
- При поставке покупателю не требует проведения пуско — наладочных работ.
- Имеет компактные размеры и небольшую массу, что исключает применение тяжелой грузовой техники при перемещениях и установки.
| Технические характеристики | |
| Диапозон диаметров отверстия при обжатии, мм | 3 — 48 |
| Усилие обжатия, т | 100 |
| Объем гидравлического бака (max), л | 12 |
| Раскрытие кулачков, мм | +11 |
| Максимальный диаметр отверстия при открывании, мм | 58 |
| Управление | автомат. |
| Габаритные размеры (ВхШхГ), мм | 600х540х400 |
| Масса станка (с гидравлическим маслом), кг | 117 |
| Страна-производитель | Россия |
| Напряжение электропитания, В | 380 220 |
| Мощность электродвигателя, кВт | 4 2,2 |
| Производительность, цикл/час | 400 |
| Гарантия | 1 год |
Вальцовка труб

Вальцовка концов труб может делаться двумя методами.
Читайте так же: Средство для чистки чугунных труб от засоров
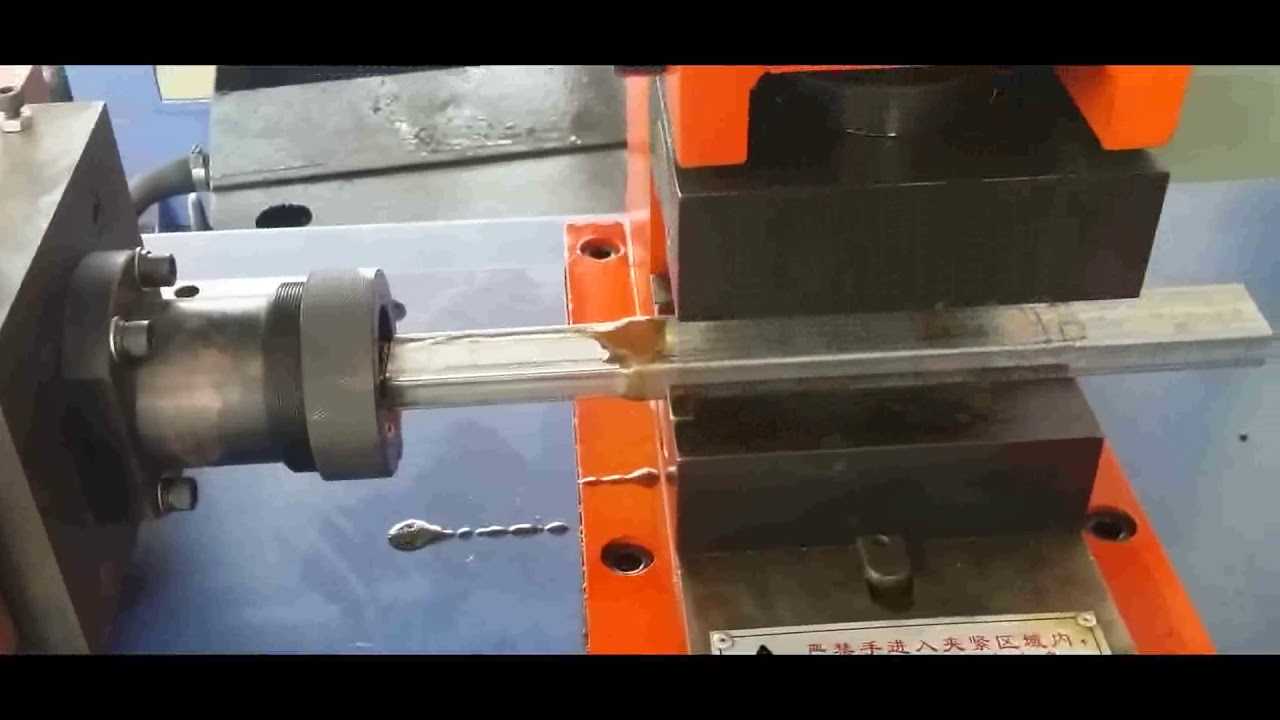
Рассмотрим первый метод – труба крепится в патрон, включается вращение патрона. Затем специальный ролик, подается на вращающуюся трубу. В зависимости от того под каким углом подается ролик – зависит угол вальцовки трубы и её форма.
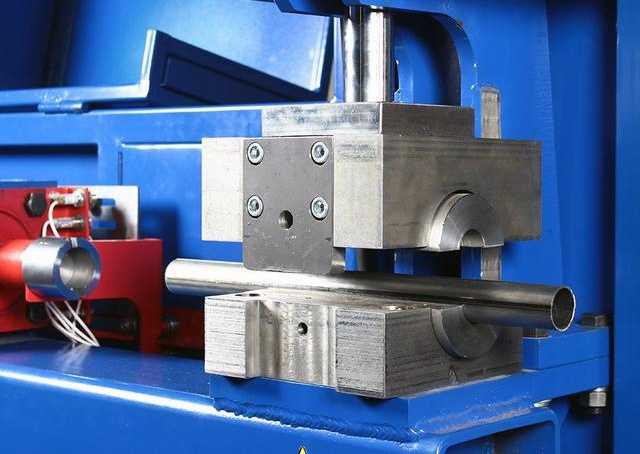
Суть второго метода заключается в следующем… Труба устанавливается на плоскую поверхность станины гидравлического пресса. Далее, пуансон, соответствующий по форме готовой завальцованной трубе, закрепляется на шток гидроцилиндра. После чего осуществляется подача специальной матрицы в направлении торца трубы, тем самым придавая конечную форму изделию.
Вальцовка стальных труб может быть легко выполнена данными методами.
Развальцовка концов труб делается аналогичным образом, разве что края изделий загибаются не внутрь, а наружу.
Услуга вальцовки труб
ООО «СЗЦМ» предоставляет качественные услуги вальцовки труб. Пожалуйста, для точного расчета стоимости или получения консультации – оставьте заявку любым, удобным для Вас, способом. С помощью контактного телефона, электронной почты или формы отправки заявки ниже. Наши специалисты ответят Вам в ближайшее время!
Описание сути процесса
Завальцовка – это достаточно сложный процесс. Однако в некоторых случаях его вполне можно осуществить своими руками. Особенно просто согнуть тонкостенные трубы из нержавеющей стали и оцинковки.
Самостоятельное сужение связано с некоторыми рисками. Дело в том, что при таком процессе на трубу воздействуют два усилия, направленных в противоположные стороны. Поэтому действия, которые можно произвести с такими элементами, ограничиваются несколькими факторами.
Чем ограничивается оказываемое давление:
Прежде всего, учитывается пластичность материала. Чем он пластичнее, тем по большему радиусу его можно гнуть
Нужно обратить внимание на то, насколько тоньше можно сделать стенку трубы для конкретного изделия. Нужно проверить предел прочности конкретного металла на изгиб
Чем пластичнее материал, тем этот показатель будет выше. Предельный параметр радиуса, перехода от боковой стенки к торцу тоже имеет значение. Также необходимо обращать внимание на качество поверхности самого изделия.









Каждый из этих параметров необходимо учесть. Для каждой толщины стенок и для каждого конкретного диаметра он свой.
При уменьшении трубы в домашних условиях необходимо смотреть на то, чтобы на металле не образовывалось большое количество складок. Они уменьшают прочность.
Редуцирование труб: объяснение, принцип работы и основные виды
Редуцирование труб — это процесс сужения диаметра трубы посредством специальных приспособлений, называемых редукторами. Этот процесс позволяет изменять размер трубы, создавая переходы от одного диаметра к другому. Такой переход может быть как постепенным, так и резким.
Принцип работы редукторов основан на применении силы для сжатия стенок трубы. В процессе редуцирования, труба подвергается давлению, и ее стенки сжимаются, что приводит к сужению диаметра.
Основные виды редукций:
- Концентрическая редукция: в этом случае ось сужения трубы совпадает с осью самих труб. Применяется, когда необходимо создать постепенный переход между двумя разными диаметрами;
- Эксцентрическая редукция: в этом случае ось сужения трубы не совпадает с осью самих труб. Применяется, когда необходимо создать резкий переход между двумя разными диаметрами, особенно при передаче трубопроводов через преграды или пересекающиеся трубопроводы;
- Коническая редукция: труба сужается до конусной формы. Применяется, когда требуется переход с большего диаметра на меньший или наоборот;
- Тройник: основная труба соединяется с двумя или более трубами переменного диаметра;
- Переход со сглаженными границами: в этом случае переход между разными диаметрами осуществляется плавно, с минимальным сопротивлением потока.
Редуцирование труб является важным процессом в различных областях, таких как машиностроение, нефтегазовая промышленность, строительство и другие. Оно позволяет обеспечить плавный переход между разными диаметрами труб, улучшая пропускную способность и осуществляя соединение различных компонентов системы.
Станки для раздачи и редуцирования
Станки для раздачи и редуцирования труб
В компании «Векпром» представлен широкий модельный ряд специализированного оборудования для редуцирования трубных конструкций под давлением. При помощи данной технологии можно скорректировать диаметр трубы, изготовить конусообразную деталь или более сложную заготовку из проката. Также станки используются для калибровки и в горячекатаном изготовлении труб при помощи сварки.
Такие станки очень востребованы в металлообработке. Современная конструкция и правильный выбор функционала гарантируют оперативную окупаемость агрегатов и позволяют значительно расширить перечень выпускаемой продукции.
Преимущественно станки используются в изготовлении элементов систем водоснабжения и водоотведения, мебельном конструировании, автомобильном и военно-промышленном производстве.
Технические преимущества станков для редуцирования труб:
Простое и надежное устройство
Экономичность в эксплуатации и обслуживании
Применяются как самостоятельные аппараты, так и в составе производственного комплекса
Модели с ЧПУ и автоматическим разгрузочно-погрузочным механизмом на порядок повышают эффективность производства и качество изделий.
В каталоге вы найдете станки, рассчитанные также на обрезку (циркулярной пилой, дисковым ножом и вращающимся роликом), запрессовку, обжатие, пробивку или сплющивание, закрытие и шлицевание торцов, перфорацию, калибровку труб.
Оборудование представлено в широком диапазоне рабочих параметров, мощности и функционала. Поставляется на российский рынок напрямую от зарекомендовавших себя брендов: Mille Miglia (Италия), Витязь (Китай), и позволяет быстро и легко изменить диаметр трубы и полностью подготовить ее для дальнейших сварочных работ без использования сложной и дорогостоящей техники.
Источник
Способы уменьшения диаметра трубы | Ремонт дома
Волочением производят трубы из стали и сплавов от 0,2 мм
Применяют различные способы оправочного и безоправочного холодного волочения труб (рис. 58). Оправочное волочение предназначено для уменьшения диаметра и толщины стенки трубы.
Рис. 58. Способы волочения труб:
Используют следующие способы оправочного и безоправочного волочения.
Волочение на неподвижной короткой цилиндрической оправке
, закрепляемой на стержне, является наиболее распространенным способом (рис. 58,а ). Его применяют для волочения труб диаметром более 8-10мм , когда нужно уменьшить одновременно диаметр и толщину стенки трубы. Волочение этим способом труб меньшего диаметра ограничивается прочностью выходящей трубы, к концу которой приложено тянущее усилие волочения Qи малым диаметром стержня, к которому крепится оправка.Волочение на длинной подвижной оправке
, перемещающейся вместе с трубой, применяют для получения особотонкостенных труб диаметром менее 8— 10мм с высокой точностью геометрических размеров и высоким качеством внутренней и наружной поверхности (рис. 58,б ). Этот способ является единственным для получения труб диаметром менее 3мм и капиллярных труб из нержавеющей стали диаметром менее 1,0мм с толщиной стенки от 0,2 до 0,015мм . Недостатком этого способа, ограничивающего его широкое применение, является трудность извлечения оправки из труб, особенно тонкостенных. Труба плотно охватывает оправку и требуется применение специальных операций, облегчающих извлечение оправки.
Волочение труб на самоустанавливающейся оправке
применяют в основном для изготовления труб большой длины до 100м и более при барабанном волочении, когда нужно уменьшить одновременно диаметр и толщину стенки. Вытяжка за проход составляет 1,2— 1,8. Оправка выбирается такой формы, чтобы силы, действующие на оправку в процессе волочения, втягивали бы ее в очаг деформации, поэтому не требуется закрепление оправки на стержне (рис. 58,в ). Самоустанавливающуюся оправку называют иногда плавающей.



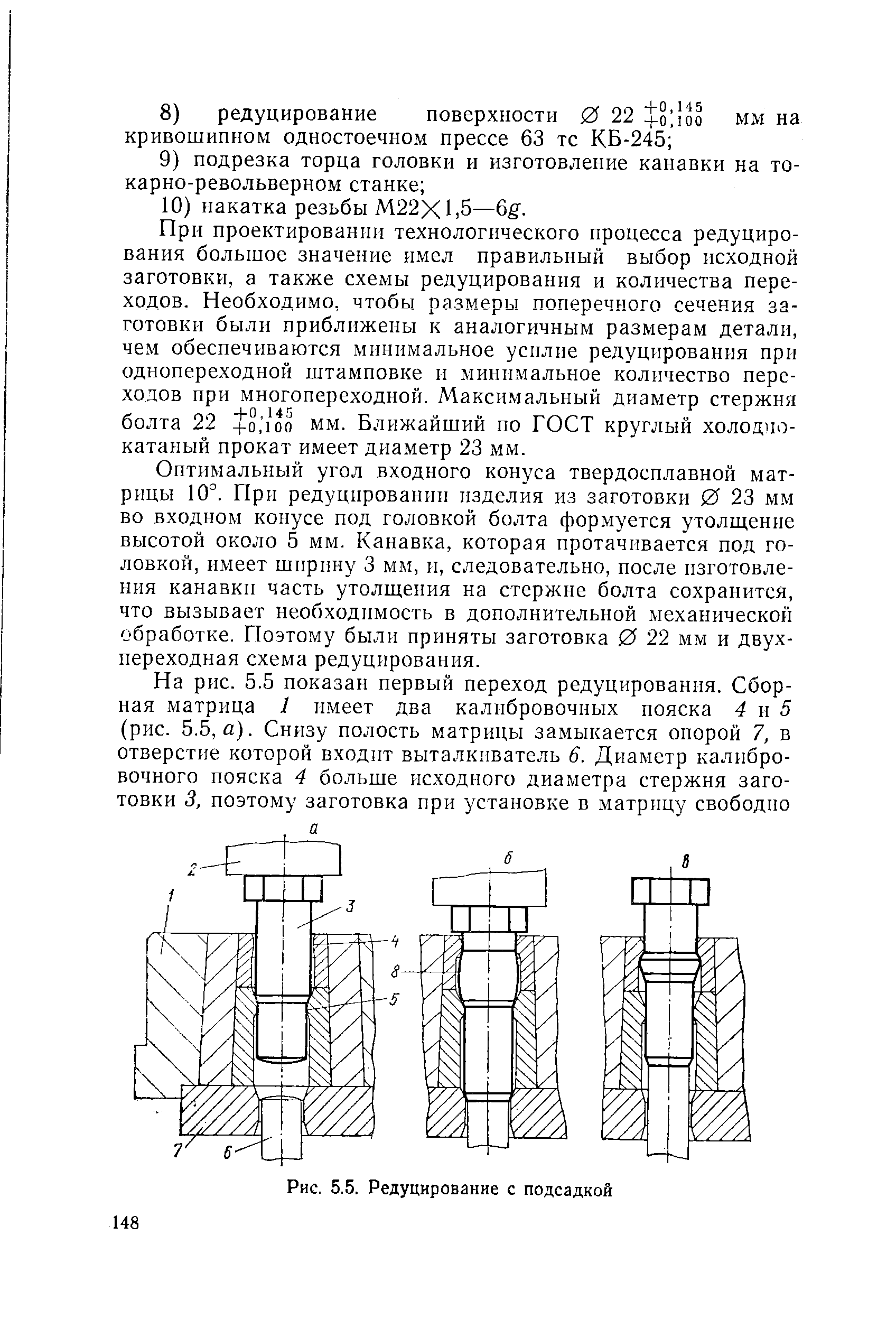


используют в тех случаях, когда нужно уменьшить только диаметр трубы (рис. 58,г ). Безоправочное волочение также применяют в качестве заключительной операции после прокатки на станах ХПТ или после оправочного волочения. Вытяжка при этом способе волочения не превышает 1,5 и ограничивается прочностью выходящей трубы и устойчивостью поперечного сечения в очаге деформации (не должно быть смятия трубы).
Волочением получают трубы круглого сечения и профильные трубы: квадратные, прямоугольные, шестигранные, овальные и других форм.
Основные технологические операции при волочении труб: забивка концов труб перед волочением; травление горячекатанных труб для удаления окалины с поверхности трубы; нанесение подсмазочного слоя (омеднение, фосфотирование, желтение и др.) для лучшего удержания смазки на трубе при волочении; отжиг для снятия упрочнения металла. Отжиг может быть как заключительной операцией волочения, так и промежуточным между циклами волочения; правка труб на валковом правильном стане и обрезка концов труб; испытание гидравлическим давлением.