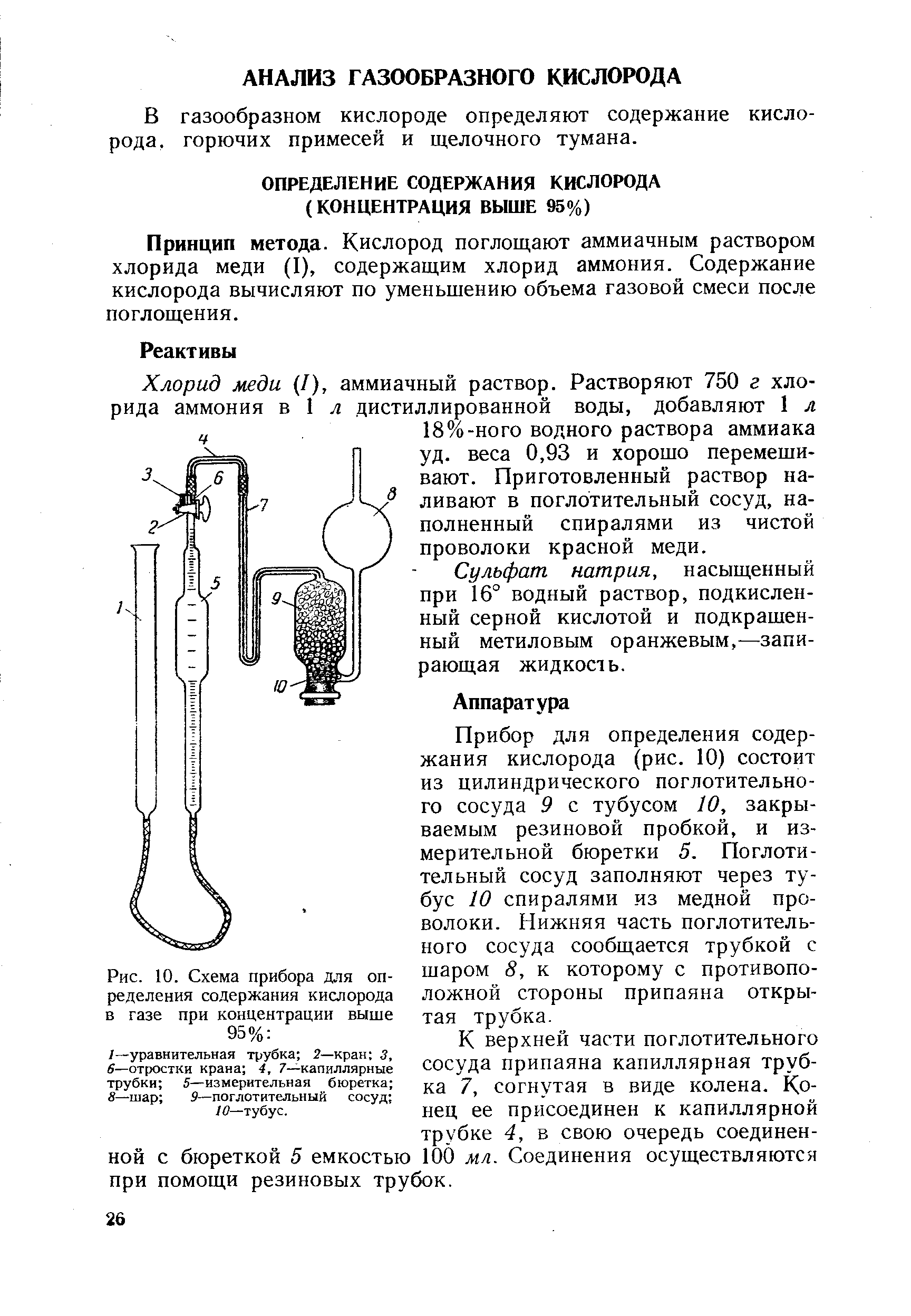
Кислородная арматура
Кислородная арматура и трубопроводы перед установкой должны быть проверены изнутри и снаружи на отсутствие следов жира и масел, в противном случае их необходимо обезжирить растворителем.
Детали кислородной арматуры после ремонта и испытаний должны быть тщательно обезжирены.
Детали кислородной арматуры после ремонта и испытаний должны быть тщательно обезжирены растворителем.
Детали кислородной арматуры пссле ремонта и испытаний должны быть тщательно обезжирены растворителем.
Детали кислородной арматуры после ремонта и испытаний должны быть тщательно обезжирены растворителем.
В практике эксплуатации кислородной арматуры сравнительно часто происходят загорания рамповых вентилей. Это объясняется тем, что они в отличие от других вентилей постоянно находятся в работе, частота их открывания и закрывания достигает 10 — 15 раз в час, их часто ремонтируют, что способствует загрязнению их поверхностей маслом и жирами. Прокладки в этих вентилях быстро изнашиваются.
Указанные материалы могут применяться в кислородной арматуре при температурах от плюс 150 С до низких температур, регламентируемых условиями прочности материала.
В блоках осушки кислорода ( в отличие от блока осушки воздуха) кислородная арматура и кислородные трубопроводы изготовляются из латуни для предупреждения их коррозии и загорания в среде сжатого кислорода.
В блоках осушки кислорода ( в отличие от блока осушки воздуха) кислородная арматура и кислородные трубопроводы изготовляются из латуни для предупреждения их коррозии и загорания в среде сжатого кислорода.
Материалы, применяемые для кислородных редукторов, должны соответствовать требованиям, предъявляемым к кислородной арматуре Техническими условиями на проектирование и монтаж трубопроводов газообразного кислорода ( ТУ 347 — 00 — 3), утвержденными Госкомитетом химической промышленности при Госплане СССР и Гипрокислородом.
Арматура должна иметь технический паспорт, клеймение с указанием рр и рпр, акг обезжиривания для кислородной арматуры. Все патрубки должны быть заглушены, арматура помещена в опломбированную упаковку.
Категорически запрещается перед монтажом продувать кислородные трубопроводы сжатым воздухом, а также устанавливать при подсоединении трубопроводов уплотнительные прокладки, не предусмотренные комплектацией кислородной арматуры и приборов.
В особых случаях, когда это оговорено в технических условиях, арматуру подвергают испытаниям сжатыми газами: аммиаком, гелием и др. Испытание кислородной арматуры, поставляемой в обезжиренном состоянии, надо вести чистой питьевой водой или сжатым воздухом, хорошо очищенным от масла.
Ниже приводятся рекомендации по условиям безопасного использования некоторых металлов и неметаллических конструкционных материалов в широко распространенных и наиболее часто подверженных загораниям видах кислородного оборудования — кислородной арматуре, редукторах, трубопроводах. Кроме того, даны рекомендации по условиям работы смазочных материалов в контакте с кислородом, которые распространяются на все виды кислородного оборудования.
Принимаемая в монтаж арматура, предназначенная для установки на трубных проводках, заполняемых кислородом, аммиаком и агрессивными средами, должна быть специально предназначена для установки на этих средах; кислородная арматура должна быть снабжена документом, свидетельствующим о проведенном обезжиривании.
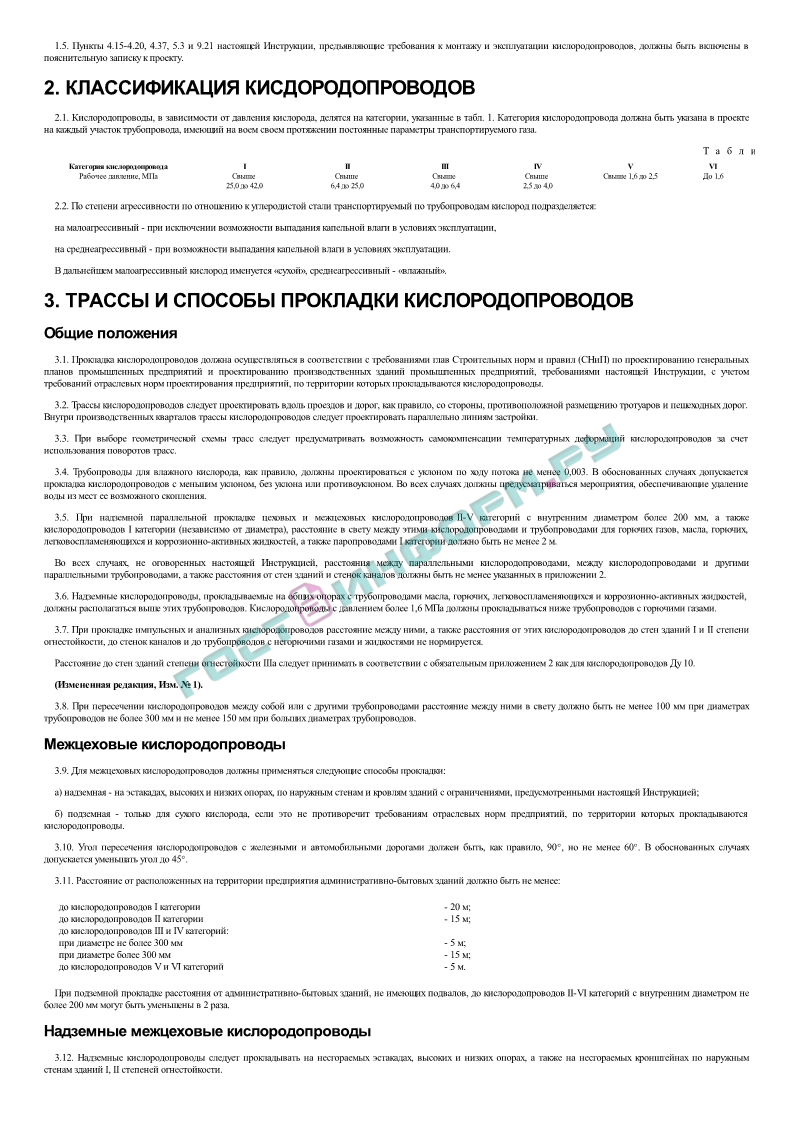
ВСН 10-83
| Статус: | Действует |
| Полное название документа: | Инструкция по проектированию трубопроводов газообразного кислорода |
| Область применения: | Требования настоящей Инструкции распространяются на трубопроводы, работающие в диапазоне температур от минус 200 градусов С до плю 200 градусов С, под давлением до 42 МПа, предназначенные для газообразного кислорода, а также для газообразных смесей кислорода с инертными газами при объемной доле кислорода более 23 %, за исключением трубопроводов для смесей инертных газов с кислородом с объемной долей кислорода не более 40 %, работающих под давлением не более 0,6 МПа, на которые действие настоящей Инструкции не распространяется. |
| Дата введения в действие: | 01.01.1984 |
| Дата актуализации текста и описания: | 01.10.2008 |
| Дата добавления: | 01.02.2009 |
| Заменяет: | ВСН 10-78Инструкция по проектированию трубопроводов газообразного кислорода(Минхимпром 08.12.78) |
| Тип документа: | ВСН |
| Краткое содержание документа: | 1 Общие указания2 Классификация кислородопроводов3 Трассы и способы прокладки кислородопроводов Общие положения Межцеховые кислородопроводы Надземные межцеховые кислородопроводы Подземная прокладка межцеховых кислородопроводов Внутрицеховые кислородопроводы4 Конструктивные требования к кислородопроводам Общие положения Монтаж и соединение кмлородопроводов Размещение арматуры Крепление кислородопроводов Компенсация температурных деформаций5 Расчет кислородопроводов на прочность и устойчивость6 Защита кислородопроводов от коррозии7 Тепловая и звуковая изоляция кислородопроводов8 Испытание и продувка кислородопроводов9 Материалы и изделия Общие положения Трубы и фасонные детали Арматура Фланцевые соединения Контрольно-измерительные приборы Опоры и подвески10 Дополнительные требования Районы с сейсмичностью 8 баллов и более Районы вечномерзлых грунтовПриложение 1. Термины, используемые в Инструкции, и их определенияПриложение 2. Расстояния между осями смежных трубопроводов и от трубопроводов до стен здания и стенок каналовПриложение 3. Рекомендуемые к применению для кислородопроводов трубы и фасонные деталиПриложение 4. Области применения металлов и сплавов для кислородной арматуры в зависимости от давления кислорода и режима работы арматурыПриложение 5. Области применения затворов с уплотнением из фторопласта-4 по ОСТ 26-07-1375-75 для запорной арматуры кислородопроводовПриложение 6. Фланцевые соединения кислородопроводовПриложение 7. Типы прокладок, рекомендуемые для фланцевых соединений кислородопроводовПриложение 8. Крепежные изделия для фланцевых соединений кислородопроводов, работающих под давлением свыше 2,5 МПа или при температуре ниже минус 40 градусов СПриложение 9. Сталь, рекомендуемая для изготовления опор и подвесок кислородопроводов |
| Документ опубликован: | НИИТЭХИМ № 1984 |
| Документ утвержден: | Министерство химической промышленности СССР (Дата регистрации: 17.10.1983) |
| Документ разработан: | Гипрокислород Минхимнефтепрома СССР |
| Поправки: | 1. Гипрокислород, 1988 г. (нет текста стр 6 и 11) (Дата введения: 01.01.1989) |
Популярные статьи
|
В компании «Провита» Вы может заказать высококлассное кислородное оборудование, удовлетворяющее самым современным стандартам. Вся техника прошла сертификацию и поставляется в полностью готовом для эксплуатации виде. На данной странице представлен большой выбор кислородных станций различной производительности. Оборудование рассчитано на промышленную эксплуатацию.

![§ 90. материалы для наплавки. техника дуговой наплавки [1979 рыбаков в.м. - сварка и резка металлов]](https://lestnica68.ru/wp-content/uploads/0/8/8/08860fd1c6100e7c86c7f443d76c28e6.png)



Справочная информация
| 1. БИУРС | |
| 2. Праймер МБ | |
|
3. Покрытия лакокрасочные . . . . |
|
| 4. Очки защитные | |
| 5. Подготовка стальной основы | |
| 6. Подготовка стальной поверхности [. | |
| 7. Трубы стальные | |
| 8. Клеи | |
| 9. Шероховатость поверхности | |
| 10. Пластмассы | |
| 11. Метод испытания на растяжение | |
| 12. Основа БИУР | |
| 13. Форполимер уретановый СУРЭЛ-МЛ | |
| 14. Халаты мужские | |
| 15. Перчатки резиновые технические | |
| 16. Респираторы газопылезащитные | |
| 17. Респираторы ШБ-1 ЛЕПЕСТОК | |
|
18. Требования к защите . . . . . . |
|
|
19. Трубы стальные сварные . . |
| Общие сведения | |
| Изделия | |
| Обработка труб | |
| Сварка труб | |
| Изг. трубопроводов | |
| Монтаж | |
| Техника безопасности при монтаже |
| Классификация трубопроводов | |
| Категории трубопроводов | |
| Факторы, влияющие на трубопроводы | |
| Давления условные, рабочие и пробные | |
| Влияние температуры выше 450°С | |
| Наблюдение за ползучестью металла | |
| Надежная работа трубопроводов | |
| Санитарно-бытовые помещения | |
| Технология нанесения покрытий | |
| Нержавеющий металлопрокат | |
| Газоперекачивающие агрегаты |
| Покрытие | |
| Нефтепровод | |
| Нефтепродуктопровод | |
| Битум | |
| Биурс | |
| Праймер | |
| Полимер | |
| Адгезия | |
| Поверхность | |
| Обезжиривание | |
| Смесь | |
| Отвердитель | |
| Вязкость | |
| Фланец | |
| Дозатор | |
| Подогрев | |
| Допуск | |
| Загрязнения | |
| Испытание | |
| Пассивирование | |
| Керосин | |
| Клей | |
| Климат | |
| Компонент | |
| Компрессор | |
| Масло | |
| Встык | |
| Насос | |
| Стабилизаторы | |
| Повреждения |
Как работает кислородная станция?
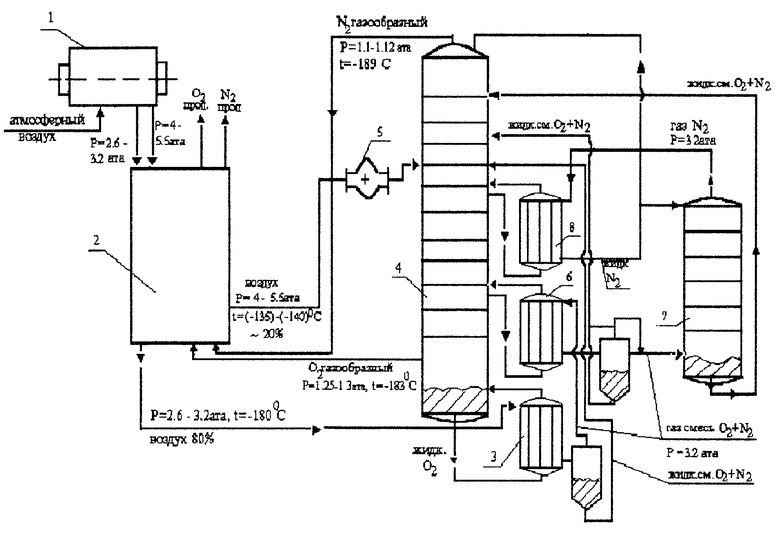
Станция представляет собой оборудование, способное извлекать кислород из атмосферного воздуха, а также заправлять полученным газом баллоны. Ключевым элементом кислородной станции является генератор кислорода. Подача воздуха осуществляется под давлением не менее 6 атмосфер. Для правильного функционирования станции следует использовать только воздух, предварительно прошедший через осушитель и систему фильтрации.
Полученный продукционный газ, состоящий из чистого кислорода приблизительно на 95 процентов, накапливается в компрессоре. Следующий этап предусматривает сжатие газа до 150 атмосфер с последующей закачкой в баллоны. Кислородные станции «Провита» оснащены газонаполнительной рампой, позволяющей единовременно заправлять несколько баллонов.

| № позиции на схеме | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Наименование оборудования | Компрессор воздушный | Осушитель рефрижераторный | Ресивер | Блок фильтров | Генератор кислорода | Ресивер кислородный | Дожимающий кислородный компрессор | Рампа газонаполнительная |
| Габариты, LxBxH, мм кВт/В/Гц/фазы |
Габариты, LxBxH, мм кВт/В/Гц/фазы |
Н/V, мм/литры | Габариты, LxBxH, мм | Н/V, мм/литры | Габариты, LxBxH, мм кВт/В/Гц/фазы |
Кол-во баллонов | ||
| «Провита-200» 45 б/с* |
1330х815х1190 15/400/50/3 |
370х500х765 0,67/230/50/1 |
1800/430 | — | 870х620х1870 | 1800/250 | 1600х900х1500 | на 5 баллонов |
| «Провита-250» 56 б/с* |
1330х815х1190 18,5/400/50/3 |
460х560х765 1,07/230/50/1 | 1800/430 | — | 1160х740х2340 | 2000/500 | 1600х900х1500 | на 5 баллонов |
| «Провита-330» 74 б/с* |
1330х815х1190 22/400/50/3 |
580х560х900 1,19/230/50/1 |
2200/900 | — | 1160х840х2570 | 2000/500 | 1600х900х1500 | на 5 баллонов |
| «Провита-400» 90 б/с* |
1100х1390х1545 30/400/50/3 |
580х560х900 1,45/230/50/1 |
2200/900 2 шт. |
— | 1080x780x2450 | 2000/500 | 1600х900х1500 | на 5 баллонов |
| «Провита-550Би» 120 б/с* |
960х1100х1690 37/400/50/3 |
700х752х1100 1,8/400/50/3 |
2200/900 2 шт. |
— | 1535x1260x2415 | 2000/500 | 1600х900х1500 | на 5 баллонов |
* Производительность кислородных станций указана в баллонах в сутки.
Испытание арматуры
После сборки гидравлическим испытанием производят окончательную проверку качества ремонта арматуры. Величины испытательных давлений при гидравлическом испытании арматуры приведены в табл. 8.
| Таблица 8 | ||
| Нормы давлений при гидравлических испытаниях арматуры | ||
| Вид испытания | Материал корпуса арматуры | Величина испытательного давления Рпр |
| На прочность корпуса арматуры | Из стали, чугуна, цветных металлов и сплавов | Рпр=1,5 РУ |
| Из пластмасс | Рпр = 1,25 Рраб, но не менее 2 кгс/см2 | |
| На плотность (герметичность) запорного устройства арматуры | Из стали, чугуна, цветных металлов и сплавов Из пластмасс | Рпр= РУРпр= Рраб |
Гидравлическое испытание арматуры производят водой с температурой не ниже 20° С. Проверку на прочность производят при полностью открытом клапане. В этом случае под давлением будут находиться весь корпус и крышка арматуры. Перед испытанием корпус и крышку очищают от грязи и насухо вытирают. Чтобы лучше выявить дефекты, корпус и крышку целесообразно окрасить мелом. При испытании на прочность пробное давление поддерживают в течение 10 мин, а затем его снижают до рабочего. При рабочем давлении тщательно осматривают корпус арматуры и проверяют плотность (герметичность) запорного устройства.
Длительность выдерживания при рабочем давлении арматуры диаметром 100 мм и выше — около 30 мин, для арматуры меньших диаметров— 15 мин.
Если не обнаружено просачивание воды через металл или отпотевание наружных поверхностей корпуса и крышки, арматура считается выдержавшей испытание. Нормы герметичности при испытании запорного устройства на плотность принимают по ГОСТ 9544—60. Затвор испытывают на плотность при закрытом клапане. В начале испытания удаляют воздух, оставшийся между уплотнительными поверхностями затвора. Для этого при закрытом затворе давление повышают до рабочего, затем затвор 2—3 раза открывают на 0,5—1 мм и снова закрывают. После этого испытание проводят в обычном порядке.
Во время испытания нельзя применять рычаги, чтобы увеличить силу прижатия поверхности клапана к седлу. Плотность запорного органа должна быть обеспечена поворотами маховика вручную.

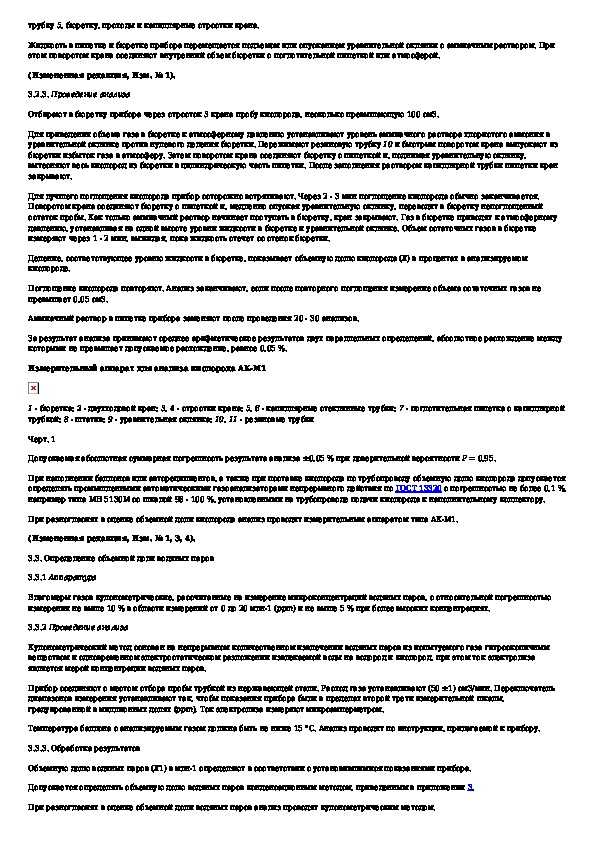
Рис. 74. Стенд для групповой опрессовки арматуры:
1 — насос высокого давления, 2 — вентиль, 3 — резервуар низкого давления, 4 — кронштейн,
5 — поворотная рама, 6 — диск, 7 — нажимной винт, 8 — промежуточная вставка, 9 — корпус стенда,
10 — резервуар высокого давления
После окончания гидравлического испытания из арматуры удаляют воду, продувают ее сжатым воздухом (по возможности— горячим) и насухо протирают корпус, фланцы и шпиндель.
В случае специальных указаний в технических условиях арматуру испытывают воздухом, керосином.
Для испытания арматуры применяют индивидуальные или групповые стенды. Примером группового стенда для гидравлического испытания давлением до 40 кгс/см2фланцевых задвижек, вентилей, клапана и кранов диаметром до 150 мм является конструкция, показанная на рис. 74. Одновременно на стенде может быть установлено в зависимости от размеров до 16 единиц — по 4 единицы на каждый из четырех дисков 6. Испытывать можно одновременно меньшее количество арматуры и не на всех дисках. В этом случае для прижима крышки к фланцу арматуры или к нижнему диску между винтом и крышкой устанавливают промежуточную вставку соответствующей длины. Для испытания обратных клапанов и осмотра арматуры в процессе испытания раму 5 стенда поворачивают на 90° (в горизонтальное положение) и опирают на специальный кронштейн 4. Трубопровод, идущий от резервуаров 3 и 10 (низкого и высокого давления), соединяют с коллектором на раме с помощью сальниковой муфты и пустотелой цапфы, приваренной к раме. Питание стенда осуществляется от насоса высокого давления 1.
Арматуру, прошедшую ревизию и выдержавшую гидравлическое или иное испытание, регистрируют в журнале испытаний и ревизии. Номер по журналу регистрации выбивают на корпусе или наносят несмываемой краской.



1. Назовите величины испытательных давлений при гидравлическом испытании арматуры из различных материалов.
2. Как производят гидравлическое испытание различных типов арматуры?
3. Расскажите об устройстве стендов для испытаний арматуры.
Все материалы раздела «Обработка труб» :
● Очистка и правка труб
● Разметка труб
● Резка труб
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Оребрение труб
● Радиусы изгиба труб
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Испытание арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб
![§ 90. материалы для наплавки. техника дуговой наплавки [1979 рыбаков в.м. - сварка и резка металлов]](https://lestnica68.ru/wp-content/uploads/2/f/4/2f4e6338d1f4aae4f921c09a0546bf9a.gif)